La coloration des soudures revêt une importance particulière pour les aciers inoxydables. En effet, cette famille d'aciers est recouverte d'un film protecteur qui préserve le métal de la corrosion. Cependant, ce film peut être altéré dans certaines conditions, notamment lors du soudage.
D'où vient cette coloration ?
Les aciers inoxydables se « passivent » naturellement si l'environnement leur apporte suffisamment d'oxygène pour régénérer le film d'oxyde de chrome qui les recouvre. La passivation contribue à protéger l'acier contre la corrosion.
Lorsque ce film protecteur d'oxyde de chrome est endommagé par une rayure, il se régénère de lui-même si les conditions environnementales sont favorables ; cela signifie qu'il y avait suffisamment d'oxygène dans la zone de soudage pour permettre la reconstitution du film. Cependant, le soudage de tubes en acier inoxydable peut altérer cette capacité si les conditions requises ne sont pas respectées.
Au cours du processus de soudage, la température augmente et le métal réagit vivement avec l'oxygène présent dans l'air. C'est la raison pour laquelle on utilise des gaz de protection pourle soudageTIG, qui éliminent l'oxygène de l'air. Après le soudage, à proximité du cordon de soudure, le métal peut se retrouver recouvert d'oxydes colorés. Ces oxydes ont des effets néfastes, car ils sont à l'origine de la corrosion.
Quelles informations la couleur d'une soudure peut-elle révéler ?
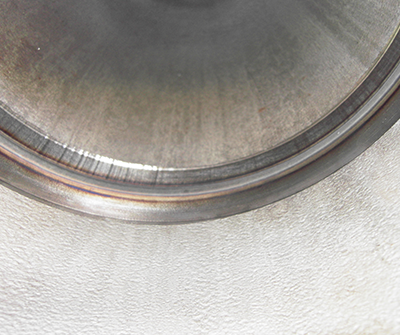
Chaque couleur correspond à une température et à une composition spécifiques des oxydes. Localement, on peut observer une diminution du pourcentage de chrome, ce qui complique la formation du film protecteur et, par conséquent, réduit la résistance de l'acier inoxydable à la corrosion.
Une couleur jaune paille indique un léger manque de protection, ce qui est acceptable pour certaines applications ; toutefois, la couleur peut également virer au bleu ou au noir. L'acceptabilité de la couleur doit être définie dans le cahier des charges du client et/ou être validée par ce dernier.
Pourquoi est-il si important d'éviter la coloration d'une soudure ?
Après une opération de soudage sur un tube, il est assez facile de vérifier la coloration sur la surface extérieure de celui-ci. En revanche, selon l'application, il est plus difficile de vérifier la surface intérieure du tube au niveau de la couche de racine.
C'est la raison pour laquelle il ne faut jamais sous-estimer l'importance du gaz de soutien. Si cette opération n'est pas effectuée correctement, des colorations peuvent apparaître.
La corrosion est d’autant plus dangereuse lorsque des gaz ou des fluides sont acheminés dans des conduites où elle n’est pas tolérée. C’est le cas dans divers secteurs industriels où un niveau élevé de pureté est la norme, tels que la production de semi-conducteurs, l’industrie agroalimentaire et l’industrie aéronautique.
Comment éviter la coloration d'une soudure ?
1. La préfabrication est un enjeu important
Pour garantir la qualité d'une soudure, il convient de respecter certaines opérations préalables au soudage. Exemple : si, dans votre atelier, vous soudez à la fois de l'acier au carbone et de l'acier inoxydable, vous devrez séparer les deux lignes de production afin d'éviter toute contamination par le fer.
À aucun moment au cours du traitement, l'acier inoxydable ne doit entrer en contact avec de l'acier au carbone.
2. Une bonne préparation de la surface à souder
La surface de l'acier inoxydable devra être décapée afin d'éliminer tout oxyde ou toute autre impureté présente à sa surface ; elle devra ensuite être nettoyée à l'aide d'un produit sec. Une fois ces opérations effectuées, ne touchez la ou les pièces qu'avec des gants afin d'éviter de laisser des traces d'huile sur leur surface.
En fonction des exigences du client concernant la couleur de la soudure, le soudeur dispose de deux options quant à la méthode de soudage de l'acier inoxydable.
Soit ils devront éviter toute trace de coloration, soit le client devra accepter une coloration au niveau de la soudure. Cela signifie que les pièces devront être « passivées », c'est-à-dire traitées, afin de bénéficier d'une protection parfaite après la soudure.
3. Si vous souhaitez éviter toute coloration de la soudure :
Pour commencer, vous utiliserez un gaz de protection adapté, généralement de l'argon d'une pureté supérieure à 99,99 %, afin d'éliminer tout l'oxygène présent à proximité de la racine du bain de fusion. Ce gaz doit être aussi sec que possible, afin d'éviter qu'une infime quantité d'humidité ne se décompose en oxygène et ne provoque ainsi une coloration.
Cette première option revêt une importance encore plus grande lorsque le matériau de base est très coûteux ou lorsque la géométrie et l'état de la surface ne permettent pas de réaliser une soudure de réparation.
Vous pouvez également ajouter un oxymètre qui vous indiquera la quantité d'oxygène présente dans le gaz de protection. Si un seuil est programmé sur l'oxymètre, vous pouvez souder tout en contrôlant la coloration.
4. Il arrive parfois qu'une coloration soit tolérée :
En revanche, pour certaines applications, la coloration d'une soudure peut être tolérée si ce défaut de soudure est corrigé par la suite.
Dans ce cas, vous devrez décaper la surface soudée par des moyens mécaniques ou chimiques, puis procéder à une nouvelle passivation chimique par immersion ou pulvérisation d'acide nitrique, afin de permettre la reconstitution du film protecteur.
Mais n'oubliez pas qu'il s'agit là d'une opération supplémentaire que vous devrez effectuer et que, parfois, les résultats ne sont pas meilleurs que ceux obtenus avec la première option.
Conclusion :
Afin de maîtriser la coloration et les coûts de main-d'œuvre (qui constituent le poste de dépense le plus important d'une opération de soudage), il peut être intéressant de réguler legaz de protection (gaz de pré-remplissage et gaz de soutien) grâce à un contrôle précis des paramètres de protection.
Si vous souhaitez obtenir des soudures de haute pureté sur des tubes fins dans le cadre d'une production en série, l'utilisation d'une tête de soudage fermée vous permettra d'obtenir des soudures sans coloration. Cela est dû au gaz de pré-remplissage et au gaz de protection présents dans la chambre de soudage qui entoure le tube.
Encore une fois : la préparation d'une soudure revêt une importance capitale. N'hésitez pas ànous contacterpour discuter de votre projet.
