Si necesitas una soldadura de alta calidad, la preparación del tubo es fundamental. Hay que seguir varios pasos antes de soldar, y la preparación del bisel es lo más importante. Un bisel de alta calidad garantiza una soldadura limpia y perfecta. Hay dos formas de preparar un bisel.
- Chaflán en J sin avellanado: ideal para tubos con un espesor de pared de entre 3 y 10 mm
- Chaflán en J con avellanado para tubos con un espesor de pared superior a 10 mm. Cuando el espesor de la pared supera los 3 mm, el baño de fusión se vuelve demasiado grande como para controlar su comportamiento geométrico. En este caso, es necesario un chaflán en J para obtener espesores de pared que se puedan soldar fácilmente. Se necesitará alambre de aportación para rellenar la ranura.
# Biselado sin avellanado
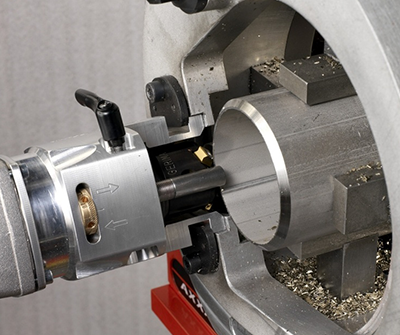
Para preparar un bisel se pueden utilizar diferentes máquinas: desde un torno tradicional hasta equipos de biselado portátiles. Todos estos dispositivos preparan un bisel redondo en el borde del tubo. Sin embargo, teniendo en cuenta que ningún tubo es perfectamente redondo, esta preparación planteará un problema importante: el reborde no será uniforme debido a la ovalidad del tubo y a las diferencias de espesor a lo largo de su circunferencia.
Medios técnicos para la compensación:
- Este mecanizado puede realizarse siguiendo el perfil exterior. En este proceso, la herramienta retirará el metal y seguirá la geometría exterior del tubo. Sin embargo, la uniformidad del reborde depende de la uniformidad del espesor de la pared.
- Mecanizado con seguimiento del diámetro interior del tubo: este tipo de mecanizado no solo ayudará a resolver el problema de la posible falta de circularidad del tubo, sino también la variación en el espesor de la pared. En este proceso se obtendrá un reborde uniforme en el borde del tubo. Sin embargo, esta solución solo es posible para tubos de más de 4 pulgadas (114,3 mm) y será necesario utilizar equipos mecánicos para seguir el perfil interior del tubo.
Este preparativo sin avellanado proporcionará una buena superficie de contacto, pero no resuelve el problema de la forma ovalada del tubo, que puede ser más o menos importante.
En cuanto alinees el tubo, notarás un desalineamiento del reborde (alto-bajo). Este desalineamiento debe corregirse con herramientas de alineación que permitan al operario colocar el reborde correctamente, sin desalineación. Lo ideal es colocar una herramienta redonda en el perfil interior del tubo para posicionar correctamente las piezas de trabajo. Estas herramientas existen en el mercado, pero son muy caras y pueden resultar difíciles de utilizar.
# Biselado con avellanado
Este tipo de preparación —si procede— es el proceso ideal. «Si procede» es la frase clave a tener en cuenta. Deben calcularse las medidas del diámetro interior y del espesor de la pared. Se permite realizar un avellanado si se verifican todos estos elementos. Al realizar un avellanado, se fresa el diámetro interior del tubo y, de este modo, se calibra. El tubo quedará perfectamente redondo. Este tipo de herramienta se utiliza con un ajuste continuo de entre 2 y 4° para evitar cualquier punto de rotura.
Con este proceso, se calibran todas las superficies de los tubos y se da a la superficie de contacto una forma perfecta (sin control de perfil). Las piezas quedarán completamente alineadas.
En ambos casos, al realizar una soldadura en un tubo, se tratará de una soldadura de varias pasadas, para lo cual se necesitará alambre de aportación. Esto modificará tu procedimiento de soldadura, ya que probablemente necesitarás una función de oscilación y el control de tensión del arco (AVC).
La soldadura orbital es un procedimiento automatizado. No es posible realizar una ranura en V simple con un margen de holgura de 2 o 3 mm, ni una ranura en V con reborde, ni siquiera una ranura en V con reborde y sin margen de holgura.
")