Wenn Sie eine hochwertige Schweißnaht benötigen, ist die Vorbereitung des Rohrs von entscheidender Bedeutung. Vor dem Schweißen müssen mehrere Schritte befolgt werden, wobei die Vorbereitung der Fase am wichtigsten ist. Eine hochwertige Fase gewährleistet eine saubere und einwandfreie Schweißnaht. Es gibt zwei Möglichkeiten, eine Fase vorzubereiten.
- J-Fase ohne Senkung: ideal für Rohre mit einer Wandstärke zwischen 3 und 10 mm
- J-Fase mit Senkung für Rohre mit einer Wandstärke von mehr als 10 mm. Wenn die Wandstärke 3 mm überschreitet, wird das Schweißbad zu groß, um sein geometrisches Verhalten kontrollieren zu können. In diesem Fall ist eine J-Fase erforderlich, um Wandstärken zu erzielen, die sich problemlos schweißen lassen. Zum Auffüllen der Fuge ist Schweißzusatzdraht erforderlich.
# Anfasen ohne Senken
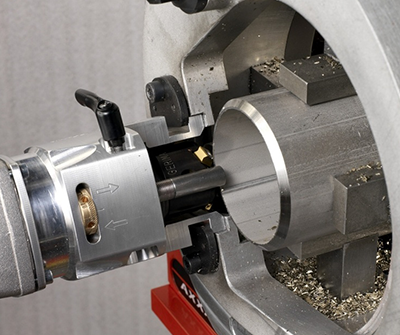
Zur Herstellung einer Fase können verschiedene Maschinen verwendet werden: von einer herkömmlichen Drehmaschine bis hin zu tragbaren Fasenbearbeitungsgeräten. Alle diese Geräte erzeugen eine runde Fase an der Rohrkante. Da jedoch kein Rohr perfekt rund ist, führt diese Bearbeitung zu einem erheblichen Problem: Die Fasenbreite ist aufgrund der Ovalität des Rohrs und der unterschiedlichen Wandstärken entlang des Umfangs nicht einheitlich.
Technische Maßnahmen zum Ausgleich:
- Diese Bearbeitung lässt sich durch Abtasten des Außenprofils erreichen. Bei diesem Verfahren trägt das Werkzeug das Metall ab und folgt dabei der Außengeometrie des Rohrs. Die Gleichmäßigkeit der Stegbreite hängt jedoch von der Gleichmäßigkeit der Wandstärke ab.
- Bearbeitung unter Verfolgung des Rohrinnendurchmessers: Diese Art der Bearbeitung hilft nicht nur bei dem Problem einer möglichen Unrundheit des Rohrs, sondern auch bei Schwankungen der Wandstärke. Bei diesem Verfahren erhalten Sie eine gleichmäßige Freifläche am Rohrrand. Diese Lösung ist jedoch nur für Rohre mit einem Durchmesser von mehr als 4 Zoll (114,3 mm) möglich, und Sie müssen mechanische Vorrichtungen einsetzen, um das Innenprofil des Rohrs zu verfolgen.
Diese Bearbeitung ohne Aufbohren ergibt zwar eine gute Passfläche, löst jedoch nicht das Problem der ovalen Form des Rohrs, das mehr oder weniger gravierend sein kann.
Sobald Sie das Rohr ausrichten, werden Sie einen Versatz der Auflagefläche (Hoch-Tief) feststellen. Dieser Versatz muss mit Ausrichtwerkzeugen ausgeglichen werden, die es dem Bediener ermöglichen, die Auflagefläche korrekt und ohne Versatz zu positionieren. Im Idealfall wird ein rundes Werkzeug im Innenprofil des Rohrs positioniert, um die Werkstücke korrekt auszurichten. Solche Werkzeuge sind auf dem Markt erhältlich, jedoch sehr teuer und unter Umständen schwer zu handhaben.
# Anfasen mit Senken
Diese Art der Vorbereitung – sofern zutreffend – ist das ideale Verfahren. „Falls zutreffend“ ist dabei der entscheidende Ausdruck. Der Innendurchmesser und die Wandstärke müssen berechnet werden. Eine Senkbohrung ist zulässig, wenn alle diese Elemente überprüft wurden. Bei einer Senkbohrung wird der Innendurchmesser des Rohrs gefräst und somit kalibriert. Das Rohr wird dadurch perfekt rund. Diese Art von Werkzeug wird mit einer stufenlosen Einstellung von 2 bis 4° verwendet, um Bruchstellen zu vermeiden.
Bei diesem Verfahren werden alle Oberflächen der Rohre kalibriert und die Stege perfekt geformt (ohne Profilsteuerung). Die Werkstücke werden vollständig ausgerichtet.
In beiden Fällen führt das Schweißen an einem Rohr zu einem Mehrlagenschweißverfahren, für das Schweißdraht benötigt wird. Dies hat Auswirkungen auf Ihr Schweißverfahren, da Sie wahrscheinlich eine Oszillationsfunktion und eine Lichtbogenspannungsregelung (AVC) benötigen werden.
Das Orbitalschweißen ist ein automatisiertes Verfahren. Eine einfache V-Fuge mit einem Spiel von 2 oder 3 mm, eine V-Fuge mit Steg oder sogar eine V-Fuge mit Steg und ohne Spiel sind nicht möglich.
")