Se si desidera ottenere una saldatura di alta qualità, la preparazione del tubo è fondamentale. Prima di procedere alla saldatura è necessario seguire diversi passaggi, e la preparazione dello smusso è di fondamentale importanza. Uno smusso di alta qualità garantisce una saldatura pulita e perfetta. Esistono due modi per preparare uno smusso.
- Smussatura a J senza svasatura: ideale per tubi con spessore della parete compreso tra 3 e 10 mm
- Smussatura a J con svasatura per tubi con spessore della parete superiore a 10 mm. Quando lo spessore della parete supera i 3 mm, il bagno di fusione diventa troppo esteso per poterne controllare il comportamento geometrico. In questo caso è necessaria una smussatura a J per ottenere spessori della parete che possano essere saldati facilmente. Sarà necessario utilizzare filo di apporto per riempire la scanalatura.
# Smussatura senza svasatura
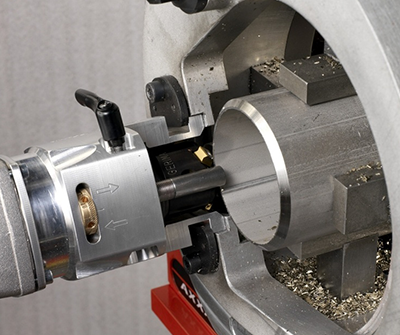
Per realizzare uno smusso si possono utilizzare diverse macchine: dal tornio tradizionale alle attrezzature portatili per la smussatura. Tutti questi dispositivi realizzano uno smusso circolare sul bordo del tubo. Tuttavia, considerando che nessun tubo è perfettamente circolare, questa lavorazione comporta un problema rilevante: la superficie di appoggio non risulterà uniforme a causa dell’ovalità del tubo e delle variazioni di spessore lungo la circonferenza.
Mezzi tecnici per la compensazione:
- Questa lavorazione può essere eseguita seguendo il profilo esterno. In questo processo l’utensile asporterà il metallo seguendo la geometria esterna del tubo. Tuttavia, l’uniformità del bordo dipende dall’uniformità dello spessore della parete.
- Lavorazione con tracciamento del diametro interno del tubo: questo tipo di lavorazione non solo aiuta a risolvere il problema della potenziale ovalizzazione del tubo, ma anche quello della variazione dello spessore della parete. In questo processo si otterrà una superficie di appoggio uniforme sul bordo del tubo. Tuttavia, questa soluzione è possibile solo per tubi di diametro superiore a 4 pollici (114,3 mm) e richiederà l’uso di attrezzature meccaniche per tracciare il profilo interno del tubo.
Questa lavorazione senza svasatura consentirà di ottenere una buona superficie di appoggio, ma non risolve il problema della forma ovale del tubo, che può essere più o meno rilevante.
Non appena si allinea il tubo, si noterà uno sfalsamento del bordo (alto-basso). Questo sfalsamento deve essere corretto utilizzando strumenti di allineamento che consentano all’operatore di posizionare correttamente il bordo, senza sfalsamenti. Idealmente, si posiziona uno strumento circolare all’interno del profilo del tubo per posizionare correttamente i pezzi. Questi strumenti sono disponibili sul mercato, ma sono molto costosi e possono risultare difficili da utilizzare.
# Smussatura con svasatura
Questo tipo di preparazione – se applicabile – rappresenta il processo ideale. «Se applicabile» è la frase chiave da tenere presente. È necessario calcolare le misure del diametro interno e dello spessore della parete. La svasatura è consentita se tutti questi elementi sono stati verificati. Quando si esegue una svasatura, il diametro interno del tubo viene fresato e quindi calibrato. Il tubo risulterà perfettamente circolare. Questo tipo di utensile viene utilizzato con una regolazione continua compresa tra 2 e 4° per evitare eventuali punti di rottura.
Con questo processo, tutte le superfici dei tubi vengono calibrate e il bordo viene modellato in modo perfetto (senza controllo del profilo). I pezzi saranno perfettamente allineati.
In entrambi i casi, quando si esegue una saldatura su un tubo, si ricorrerà a una saldatura a più passate che richiederà l’uso di filo d’apporto. Ciò modificherà la procedura di saldatura, poiché probabilmente saranno necessarie sia la funzione di oscillazione che l’AVC (Arc Voltage Control).
La saldatura orbitale è una procedura automatizzata. Non è possibile realizzare una semplice scanalatura a V con un gioco di 2 o 3 mm, né una scanalatura a V con spalla, né tantomeno una scanalatura a V con spalla e senza gioco.
")