Criterio 1: Elegir el tipo de tungsteno adecuado
En el mercado se pueden encontrar diferentes tipos de electrodos de tungsteno:
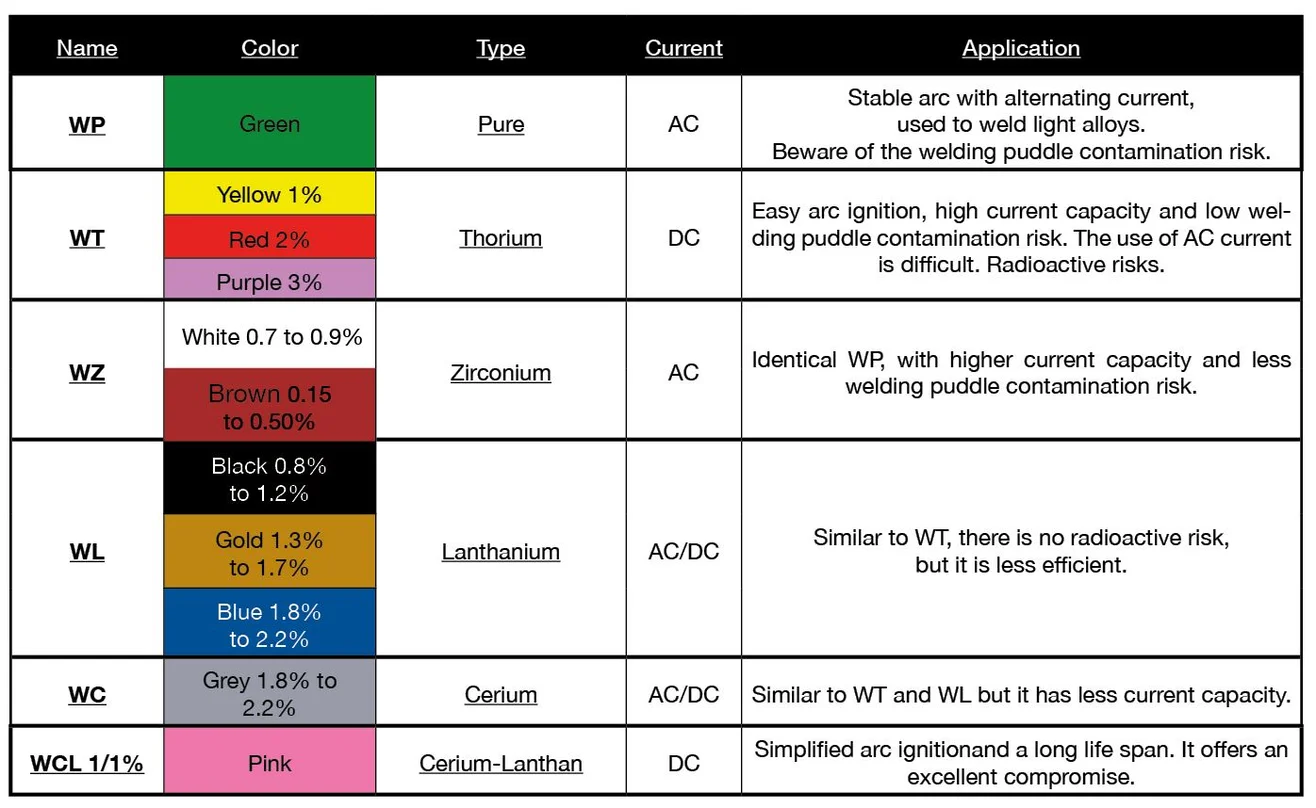
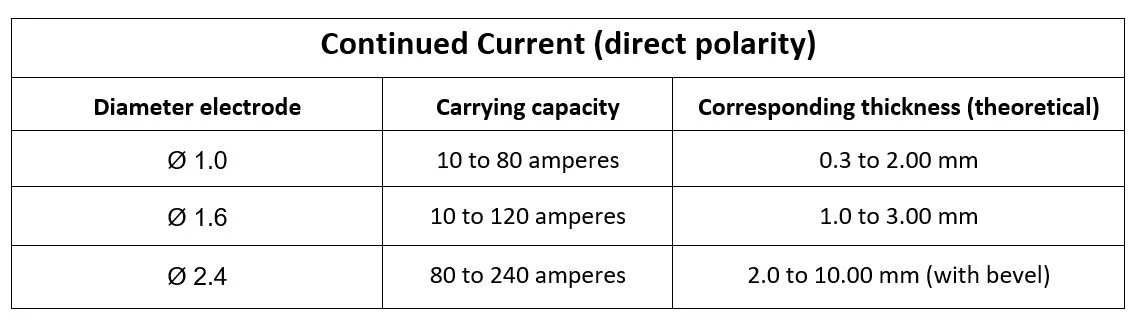
La elección se hará en función del tipo de corriente de soldadura: alterna o continua. La corriente alterna (CA) se utiliza principalmente para soldar aluminio. La polaridad entre el tubo (masa) y el electrodo se invierte alternativamente, de modo que los electrones circulan de un lado a otro entre el tubo y el electrodo, lo que tiene el efecto de romper la capa de óxido de aluminio que provoca resistencia e impide la fusión.
La corriente continua (CC) es la más habitual; todas nuestras fuentes de alimentación para soldadura están equipadas con ella. La polaridad está fijada: normalmente, el tubo (masa) tiene carga positiva y el electrodo, negativa. Los electrones son atraídos por el tubo y se desplazan del electrodo hacia el tubo. Este proceso se utiliza en la mayoría de los metales que se van a soldar.
Algunas máquinas están equipadas con corriente alterna y corriente continua, por lo que pueden realizar ambas funciones. El tipo de electrodo de tungsteno se seleccionará en función de la corriente utilizada.