Criterio 1: Scegliere il tipo di tungsteno più adatto
Sul mercato sono disponibili diversi tipi di elettrodi in tungsteno:
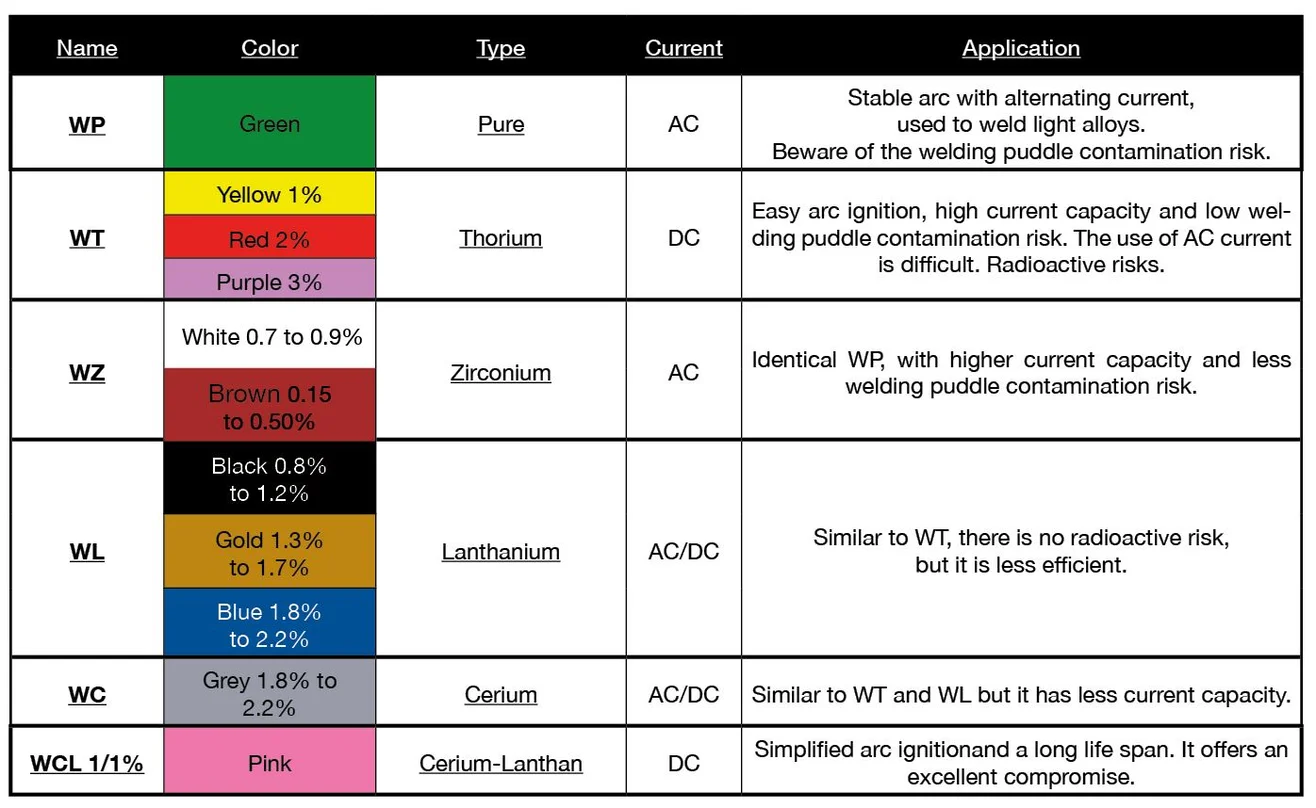
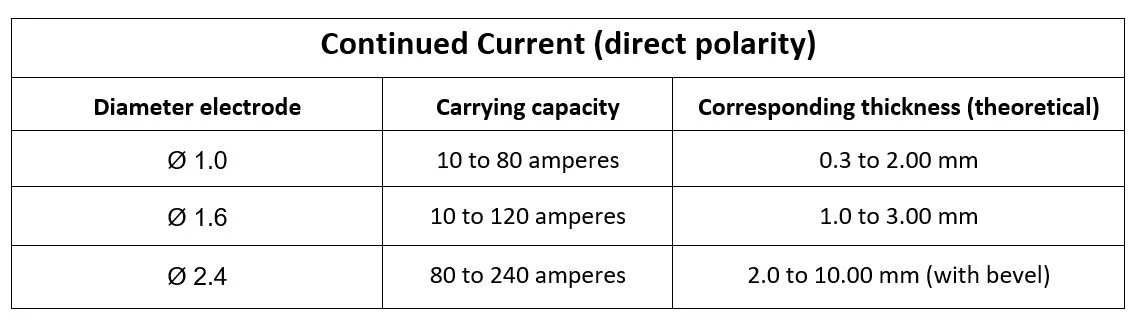
La scelta dipenderà dal tipo di corrente di saldatura: alternata o continua. La corrente alternata (CA) viene utilizzata principalmente per saldare l’alluminio. La polarità tra il tubo (massa) e l’elettrodo si inverte alternativamente, in modo che gli elettroni si muovano avanti e indietro tra il tubo e l’elettrodo; ciò ha l’effetto di rompere lo strato di ossido di alluminio che causa resistenza e impedisce la fusione.
La corrente continua (CC) è la più diffusa; tutti i nostri generatori di saldatura ne sono dotati. La polarità è fissa: solitamente il tubo (massa) è caricato positivamente e l’elettrodo è caricato negativamente. Gli elettroni sono attratti dal tubo e si spostano dall’elettrodo al tubo. Questo processo viene utilizzato sulla maggior parte dei metalli da saldare.
Alcune macchine sono dotate di alimentazione in corrente alternata (AC) e in corrente continua (DC), in modo da poter eseguire entrambe le operazioni. Il tipo di elettrodo di tungsteno verrà scelto in base alla corrente utilizzata.