Kriterium 1: Auswahl der richtigen Wolframart
Auf dem Markt sind verschiedene Arten von Wolframelektroden erhältlich:
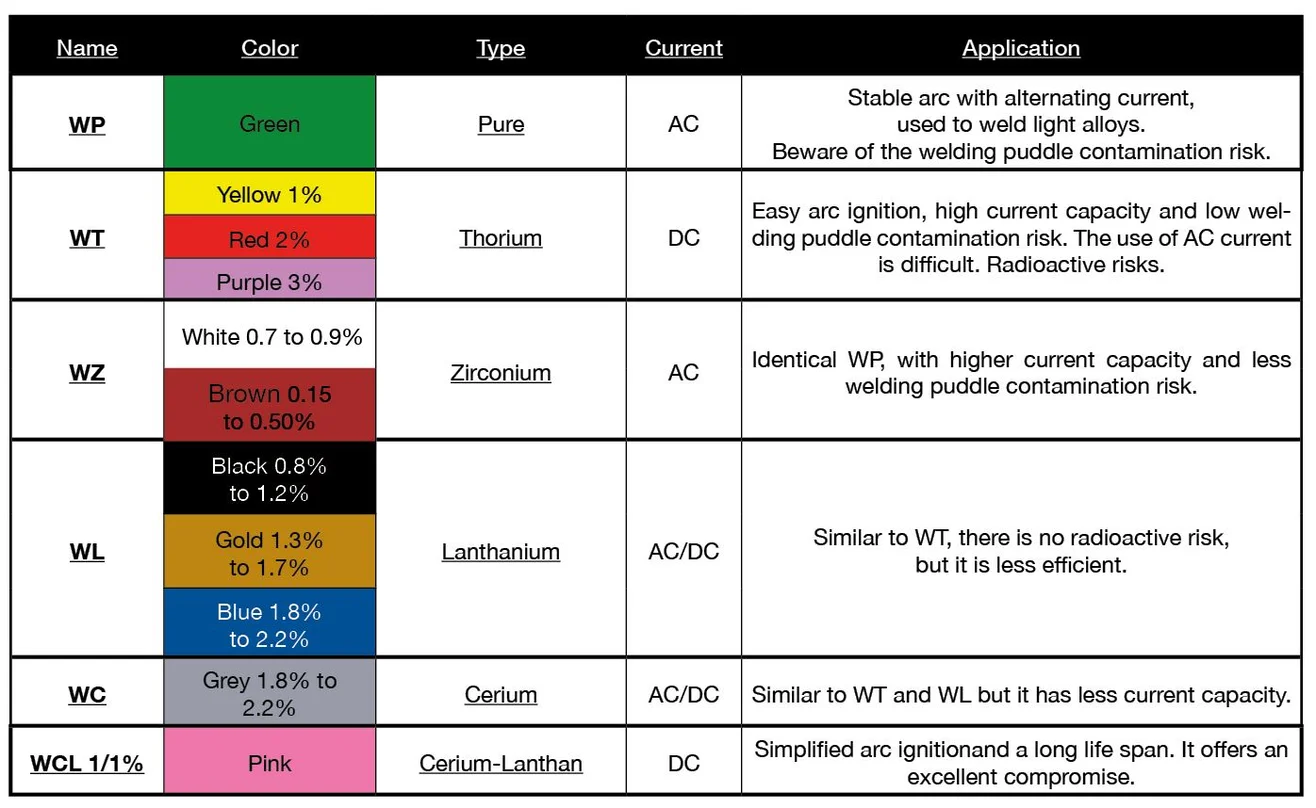
Die Wahl richtet sich nach der Art des Schweißstroms: Wechselstrom oder Gleichstrom. Wechselstrom (AC) wird hauptsächlich zum Schweißen von Aluminium verwendet. Die Polarität zwischen dem Rohr (Masse) und der Elektrode wird abwechselnd umgekehrt, sodass die Elektronen zwischen dem Rohr und der Elektrode hin und her fließen. Dies hat zur Folge, dass die Aluminiumoxidschicht aufgebrochen wird, die einen Widerstand verursacht und das Verschmelzen verhindert.
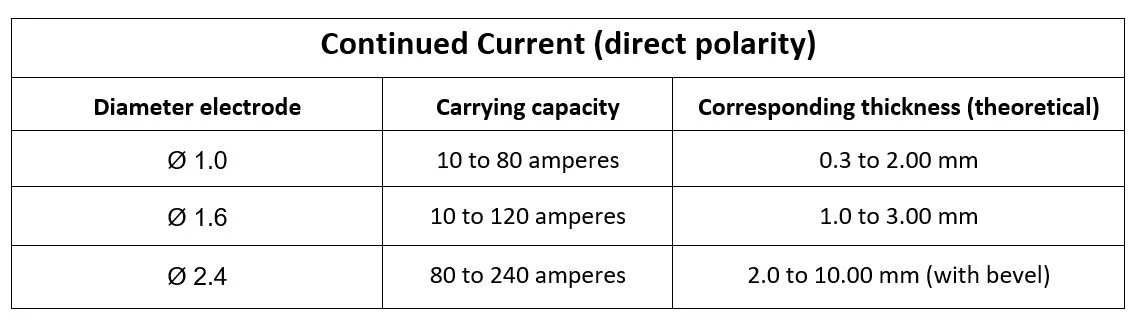
Gleichstrom (DC) ist die gängigste Stromart; alle unsere Schweißstromquellen sind damit ausgestattet. Die Polarität ist festgelegt: In der Regel ist das Rohr (Masse) positiv geladen und die Elektrode negativ geladen. Elektronen werden vom Rohr angezogen und wandern von der Elektrode zum Rohr. Dieses Verfahren wird bei den meisten zu schweißenden Metallen angewendet.
Einige Maschinen sind sowohl für Wechselstrom als auch für Gleichstrom ausgelegt, sodass sie beide Betriebsarten unterstützen. Die Wahl des Wolframelektrodentyps richtet sich nach der verwendeten Stromart.