Критерий 1: Выбор подходящего типа вольфрама
На рынке представлены различные типы вольфрамовых электродов:
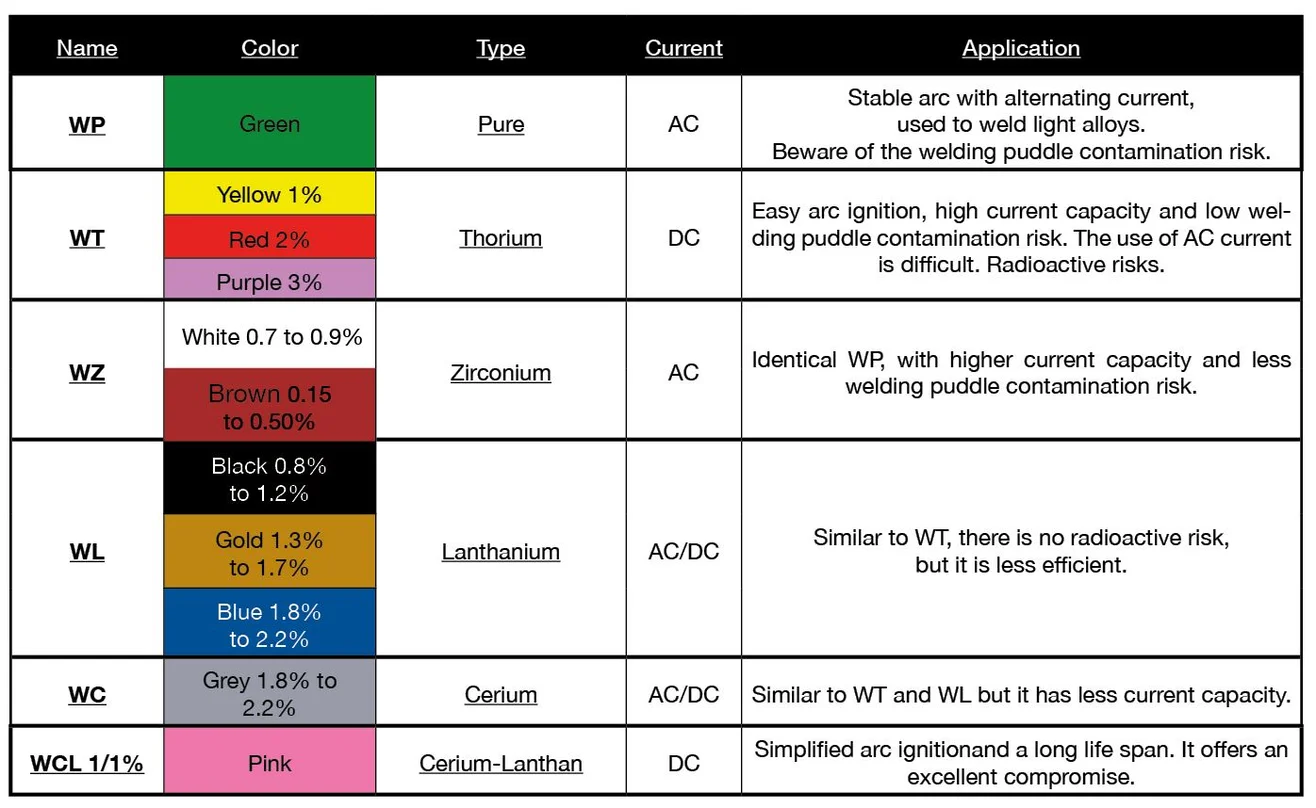
Выбор будет зависеть от типа сварочного тока: переменного или постоянного. Переменный ток (AC) в основном используется для сварки алюминия. Полярность между трубой (массой) и электродом поочередно меняется, благодаря чему электроны перемещаются туда и обратно между трубой и электродом, что приводит к разрушению слоя оксида алюминия, создающего сопротивление и препятствующего плавлению.
Постоянный ток (DC) является наиболее распространенным; все наши сварочные источники питания оснащены именно им. Полярность задана: как правило, трубка (масса) заряжена положительно, а электрод — отрицательно. Электроны притягиваются к трубке и перемещаются от электрода к трубке. Этот процесс применяется при сварке большинства металлов.
Некоторые аппараты оснащены источниками переменного и постоянного тока, что позволяет им работать в обоих режимах. Тип вольфрамового электрода выбирается в зависимости от используемого тока.