No podemos insistir lo suficiente en que la preparación del tubo es fundamental para conseguir una soldadura de calidad. Lo mismo ocurre con la soldadura entre tubos y la placa portatubos, por lo que es muy importante no descuidar este paso.
Hay tres fases en el proceso de soldadura de tubos a placas colectoras en las que pueden surgir problemas:
- La preparación de los tubos
- La preparación de la placa de tubos
- La unión entre el tubo y la placa de tubos: posición de soldadura y laminado del tubo (en este orden)
Al igual que en el enfoque clásico del trabajo con tubos —primero la preparación, luego la soldadura—, el mundo de los intercambiadores de calor suele presentar situaciones más complejas.
La preparación de los tubos
El corte:
La preparación es un paso esencial, ya que facilita las operaciones posteriores. Es incluso imprescindible si se quiere garantizar la calidad de las uniones. El corte debe ser perfectamente perpendicular y sin rebabas, ya que el siguiente paso requiere que el tubo atraviese la placa de tubos. En este caso, se recomienda encarecidamente realizar un corte orbital, sobre todo si no es necesario ajustar la longitud de los tubos.
La calidad de los tubos, las tolerancias de ovalidad y la variación del espesor son, evidentemente, también de gran importancia.
Si es necesario ajustar la longitud, se sigue recomendando cortar los tubos con sierra circular para obtener un acabado «sin rebabas» y garantizar que los tubos pasen fácilmente a través de la placa de tubos.
Exceso de longitud o recorte:
En este caso, una vez que el tubo ha atravesado la placa de tubos, se utiliza una máquina de escuadrado con sujeción interna para ajustar repetidamente el saliente de la placa de tubos al valor adecuado. De hecho, en tubos de gran longitud, puede resultar difícil lograr un posicionamiento preciso.
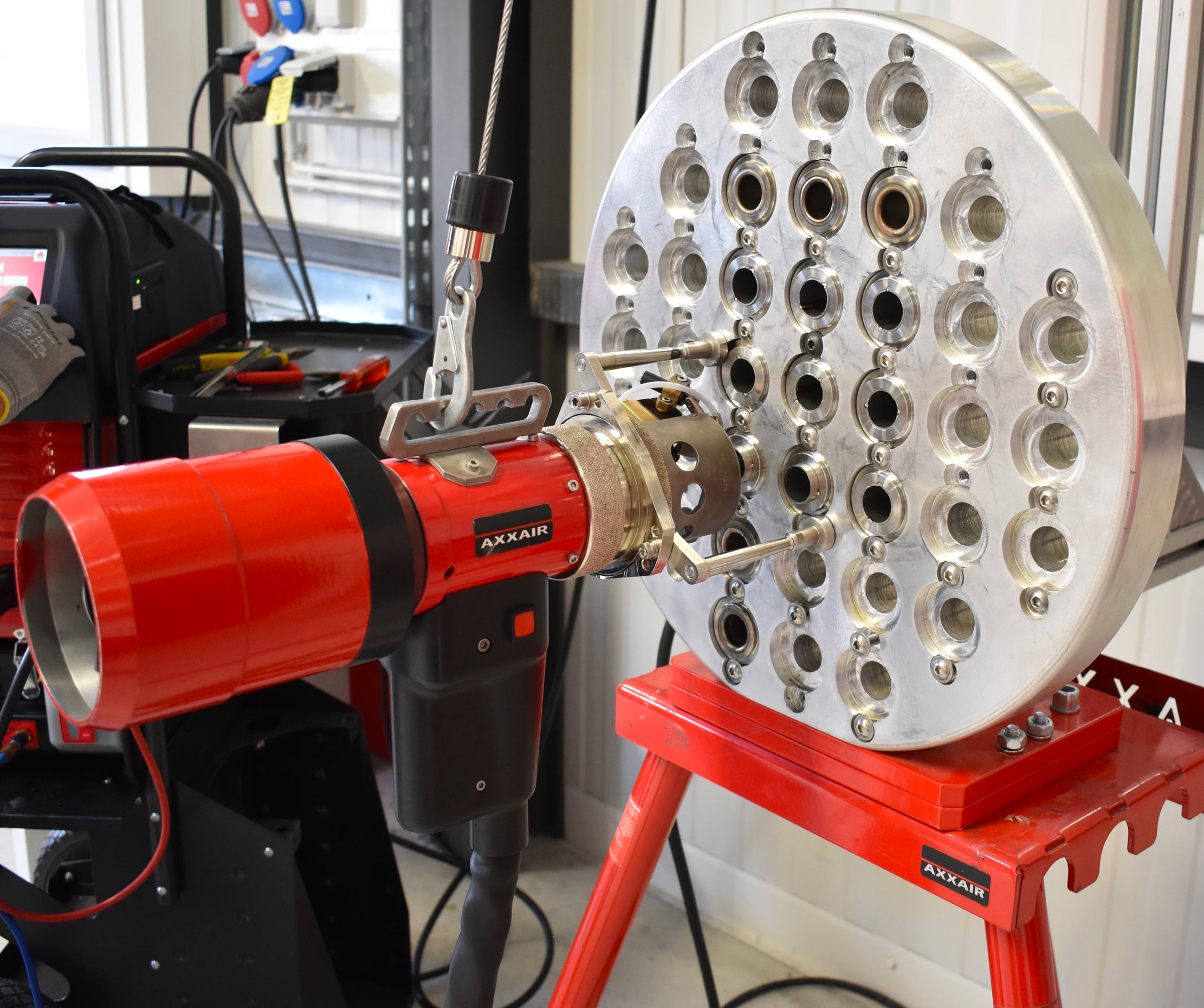
La preparación de la placa de tubos
Las placas tubulares se mecanizan, por lo que los orificios son muy precisos. El extremo del orificio puede biselarse antes de la soldadura para garantizar una unión más resistente en condiciones extremas (temperatura y presión). En tales casos, la soldadura se realizará con alambre de aportación y requerirá un proceso de varias pasadas.
La disposición de los tubos en la placa de tubos
Dependiendo de los requisitos de las aplicaciones, la disposición varía. A continuación se muestran los posibles tipos:





 Laminado de tubos:
Laminado de tubos: