Мы не устаем повторять, что подготовка труб имеет решающее значение для получения качественного сварного шва. То же самое касается сварки труб к трубной решетке, поэтому очень важно не пренебрегать этим этапом.
В процессе сварки труб к трубным доскам существует три этапа, на которых могут возникнуть проблемы:
- Подготовка трубок
- Подготовка трубной решетки
- Соединение трубы и трубной решетки: сварка в вертикальном положении и обкатка трубы (в указанном порядке)
Как и в случае с классическим подходом к работе с трубами — сначала подготовка, потом сварка — в сфере теплообменников часто возникают более сложные ситуации.
Подготовка трубок
«The Cut»:
Подготовка является важным этапом, поскольку она облегчает последующие операции. Более того, она просто необходима, если вы хотите добиться стабильного качества соединений. Разрез должен быть идеально перпендикулярным и без заусенцев, так как на следующем этапе труба должна проходить через трубную решетку. В данном случае настоятельно рекомендуется использовать орбитальную резку, особенно если нет необходимости в корректировке длины труб.
Качество труб, допуски на овальность и колебания толщины, безусловно, также имеют огромное значение.
Если требуется отрегулировать длину, по-прежнему рекомендуется резать трубы с помощью орбитальной резки, чтобы обеспечить качество «без заусенцев» и гарантировать, что трубы легко проходят через трубную решетку.
Избыточная длина или обрезка:
В этом случае после того, как труба проходит через трубную решетку, используется выравнивающий станок с внутренним зажимом, который многократно приводит выступ трубной решетки к нужному значению. Действительно, при больших длинах точное позиционирование может оказаться затруднительным.
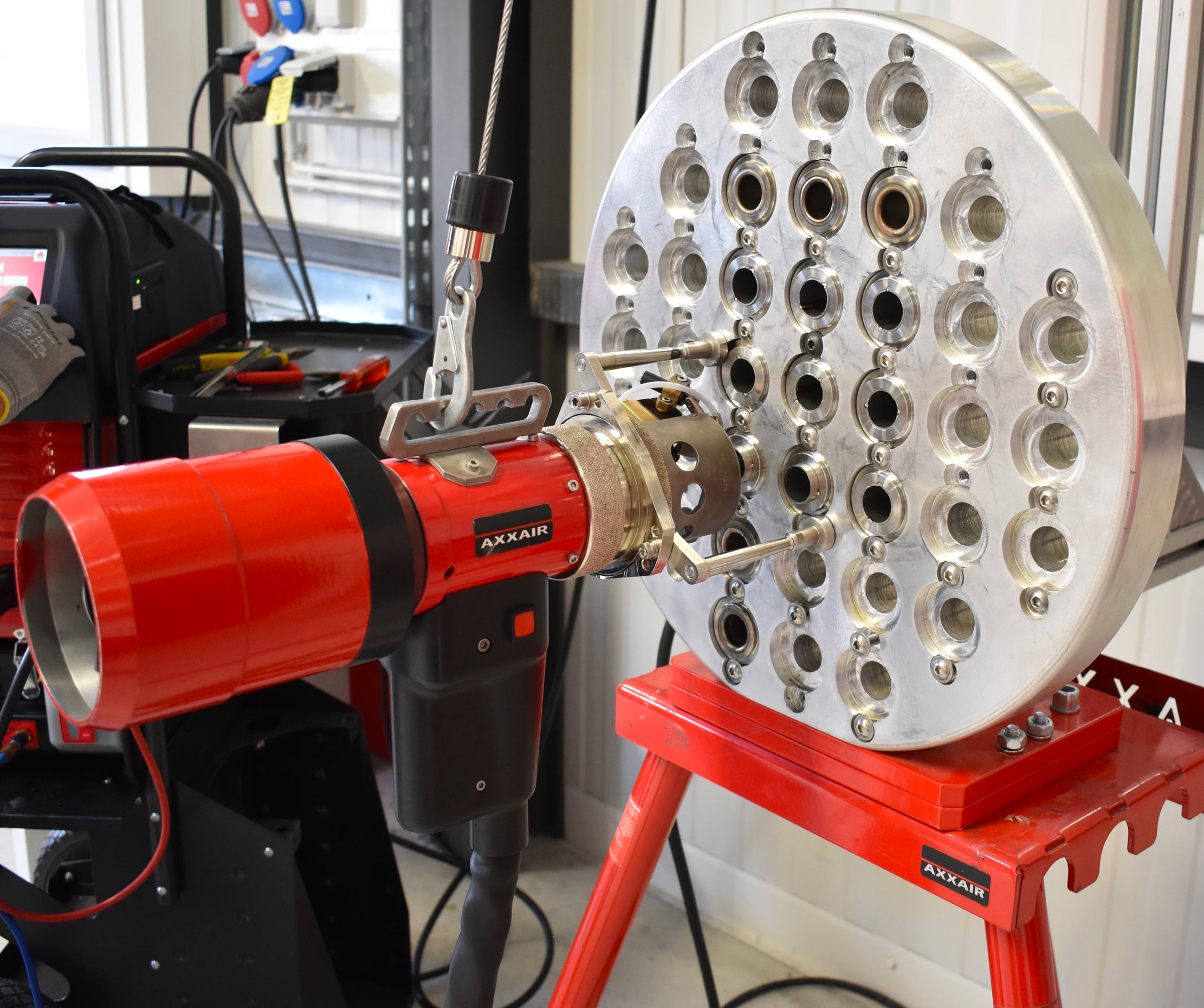
Подготовка трубной решетки
Трубные донки изготавливаются механической обработкой, поэтому отверстия имеют высокую точность. Перед сваркой край отверстия можно скосить, чтобы обеспечить более прочное соединение в экстремальных условиях (температура-давление). В таких случаях сварка выполняется с использованием присадочной проволоки и требует многопроходного подхода.
Расположение труб в трубной решетке
В зависимости от требований конкретных задач способы позиционирования могут различаться. Ниже приведены возможные варианты:





 Прокатка труб:
Прокатка труб: