Nous ne saurions trop insister sur le fait que la préparation des tubes est essentielle pour obtenir une soudure de qualité. Il en va de même pour le soudage entre les tubes et la plaque tubulaire ; il est donc très important de ne pas négliger cette étape.
Le processus de soudage des tubes aux plaques tubulaires comporte trois étapes au cours desquelles des problèmes peuvent survenir :
- La préparation des tubes
- La préparation de la plaque tubulaire
- L'assemblage entre le tube et la plaque tubulaire : position de soudage et roulage du tube (dans cet ordre)
Tout comme dans l'approche classique du travail des tubes – la préparation d'abord, le soudage ensuite –, le domaine des échangeurs de chaleur présente souvent des situations plus complexes.
La préparation des tubes
The Cut :
La préparation est une étape essentielle, car elle facilite les opérations suivantes. Elle est même indispensable si l'on souhaite obtenir des joints de qualité constante. La coupe doit être parfaitement perpendiculaire et sans bavures, car l'étape suivante nécessite que le tube passe à travers la plaque tubulaire. Une coupe orbitale est vivement recommandée dans ce cas, surtout s'il n'est pas nécessaire d'ajuster la longueur des tubes.
La qualité des tubes, les tolérances d'ovalité et les variations d'épaisseur revêtent évidemment elles aussi une importance capitale.
Si un ajustement de la longueur s'avère nécessaire, il est tout de même recommandé de couper les tubes à la scie circulaire pour obtenir une finition « sans bavures », afin de garantir que les tubes s'insèrent facilement dans la plaque tubulaire.
Surlongueur ou rognage :
Dans ce cas, une fois que le tube a traversé la plaque tubulaire, on utilise une machine à redresser équipée d'une pince interne pour ramener à plusieurs reprises le débord de la plaque tubulaire à la valeur souhaitée. En effet, sur de grandes longueurs, il peut être difficile d'obtenir un positionnement précis.
La préparation de la plaque tubulaire
Les plaques tubulaires sont usinées, ce qui garantit une grande précision des trous. L'extrémité du trou peut être chanfreinée avant la soudure afin d'assurer une liaison plus solide dans des conditions extrêmes (température et pression). Dans ce cas, la soudure sera réalisée à l'aide d'un fil d'apport et nécessitera plusieurs passes.
Le positionnement des tubes dans la plaque tubulaire
Le positionnement varie en fonction des exigences des applications. Les types possibles sont illustrés ci-dessous :





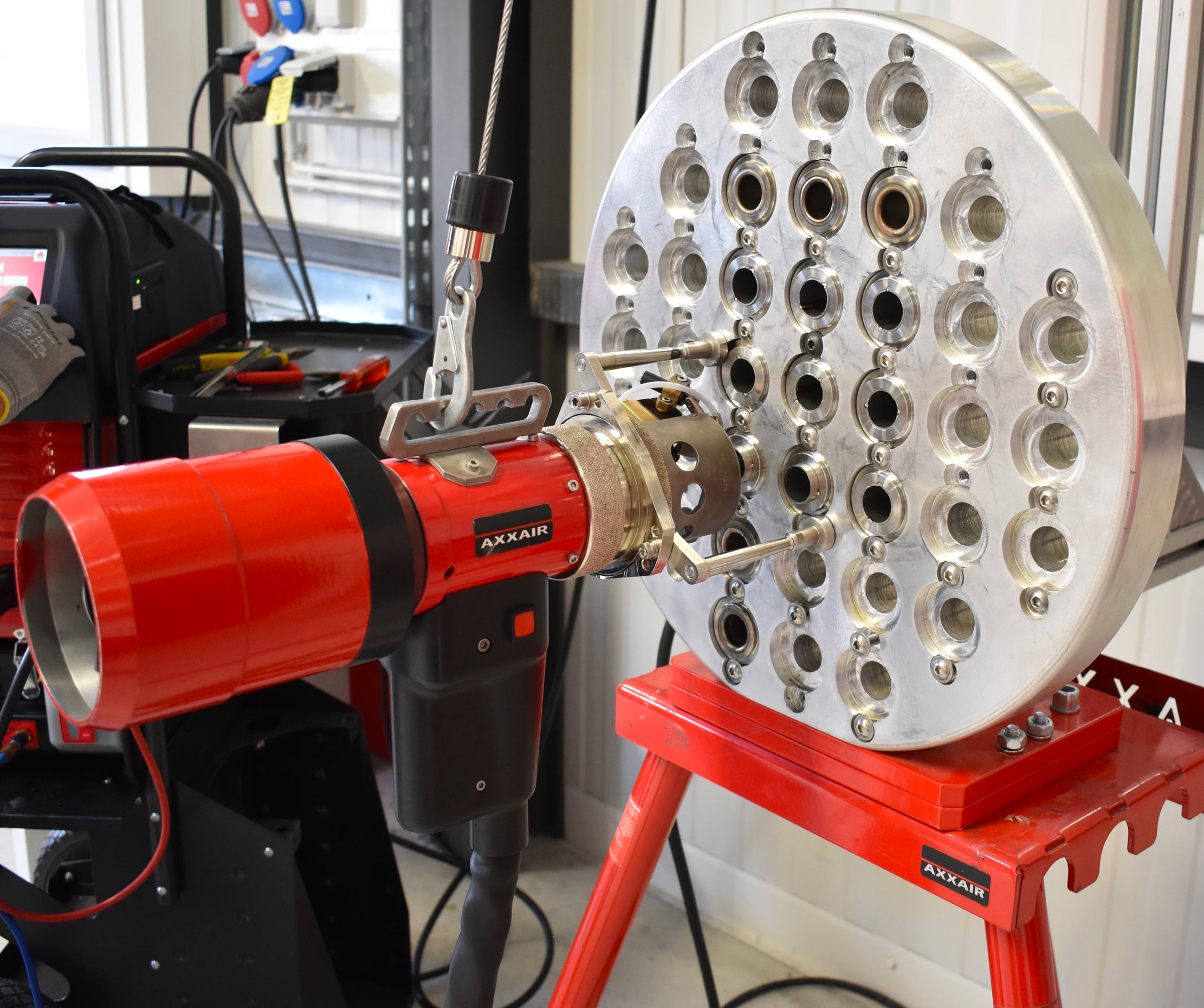
 Laminage de tubes :
Laminage de tubes :