
El electrodo de tungsteno desempeña un papel fundamental en el proceso de soldadura TIG orbital, ya que su uso permite generar el arco eléctrico y su geometría influye directamente en la calidad de la soldadura. A la hora de elegir el electrodo,hay que tener en cuenta varios criterios: el material, el diámetro, la longitud, el tamaño, la geometría y el estado de la superficie del electrodo son parámetros quedebentenerse en cuenta.
De entre estos criterios, en este artículo nos centramos especialmente en el diámetro y la geometría del electrodo.
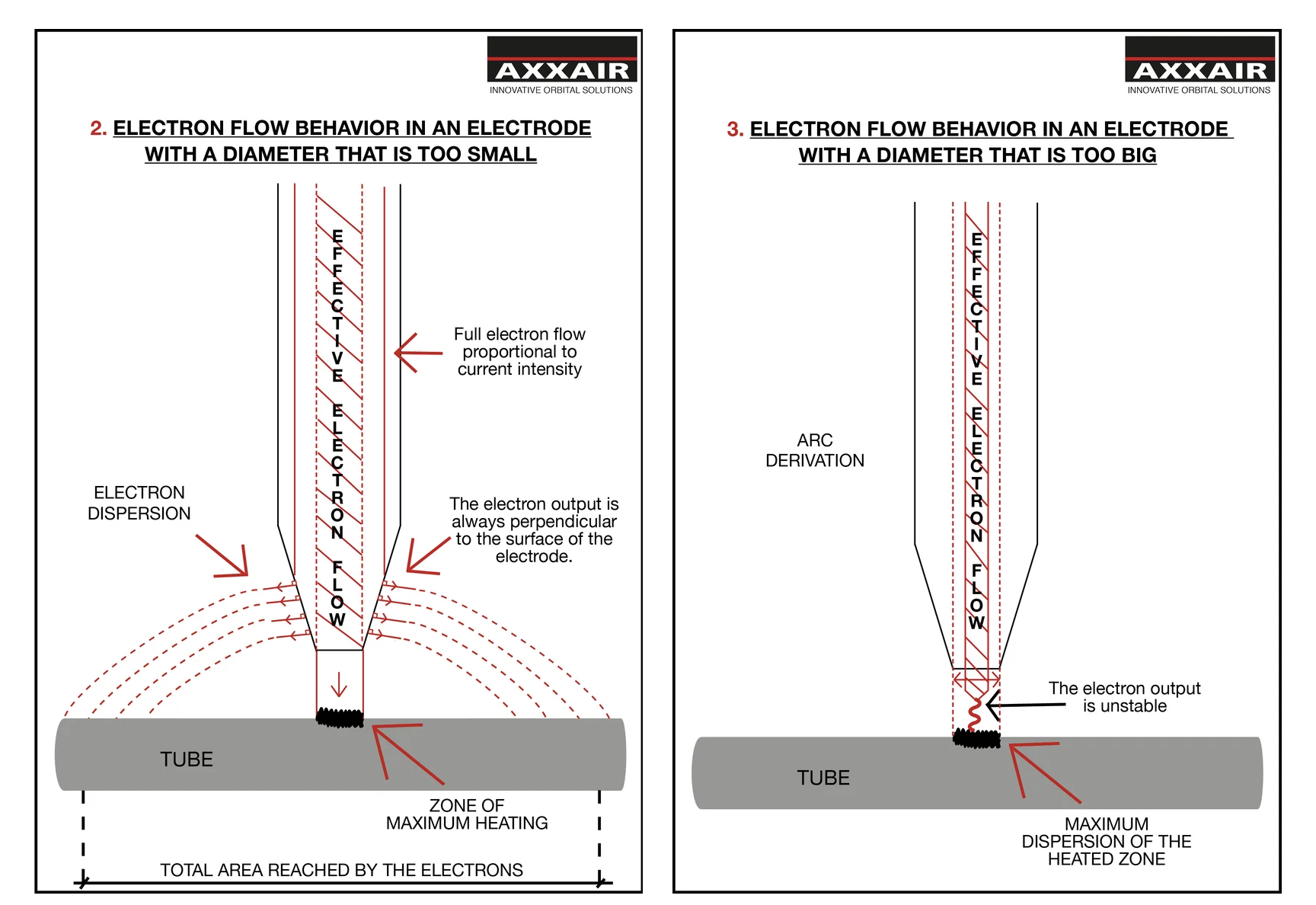
¿Cómo influye la elección del diámetro y la geometría del electrodo en el comportamiento del flujo de electrones y, por lo tanto, en la soldadura final en el proceso de soldadura TIG? ¿Qué es una punta plana y cómo se elige una punta plana adecuada?
En este artículo te damos todas las respuestas a estas preguntas.
El papel de un electrodo afilado en el proceso de soldadura
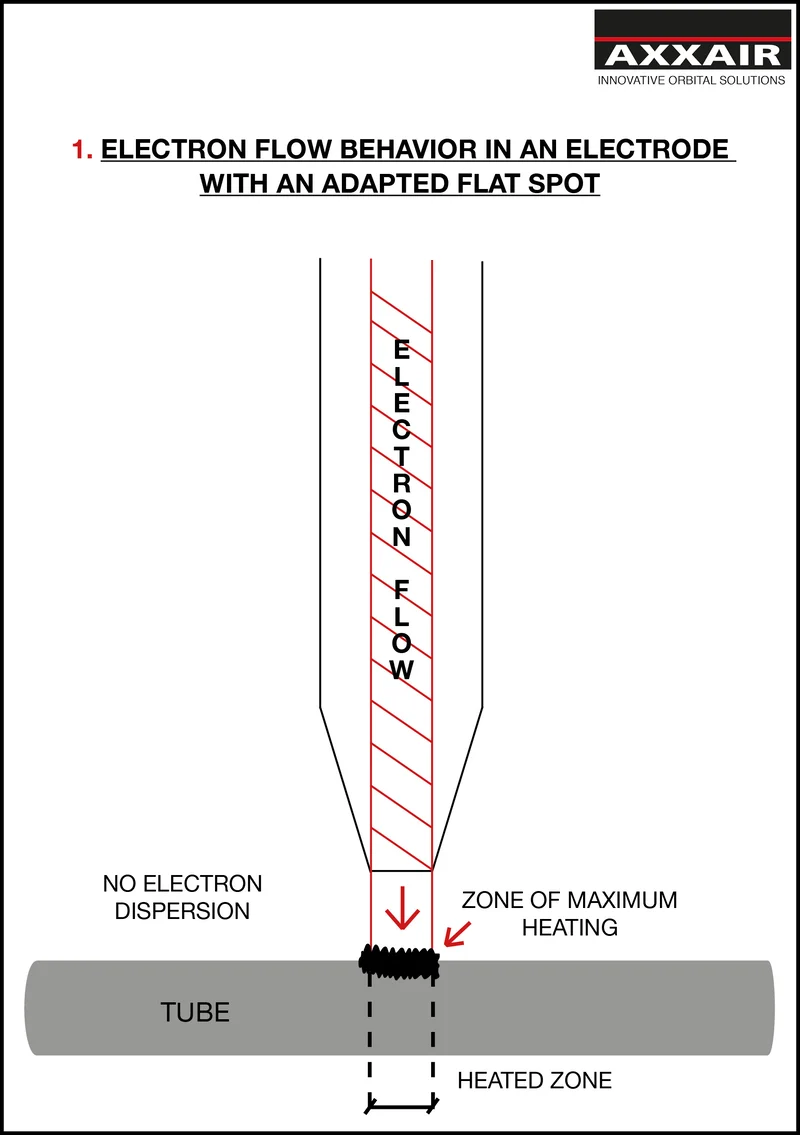
El afilado del electrodo es el parámetro más importante que influye en las características del arco de soldadura y en la geometría del cordón de soldadura. Un electrodo afilado facilita el encendido del arco, pero puede deteriorarse rápidamente, lo que puede provocar la aparición de inclusiones de tungsteno en la soldadura.
Por lo tanto, el afilado debe formar parte integrante del procedimiento de soldadura. Para garantizar una estabilidad óptima del arco, el afilado debe realizarse siempre en la dirección longitudinal del electrodo. Debe evitarse a toda costa el afilado perpendicular, ya que provocará inestabilidad en el arco y un resultado de soldadura totalmente aleatorio.
Si la punta del electrodo está afilada, existe el riesgo de que se desafile y de que se desprenda tungsteno y caiga en el baño de soldadura, lo que supondría una contaminación de la soldadura.
Esto podría apreciarse entonces como una mancha blanca en una radiografía de la soldadura.
")