
Die Wolframelektrode spielt beim Orbital-WIG-Schweißverfahren eine entscheidende Rolle, da durch ihren Einsatz der Lichtbogen erzeugt wird und ihre Geometrie direkten Einfluss auf die Qualität der Schweißnaht hat. Bei der Auswahl der Elektrodemüssen mehrere Kriterien berücksichtigt werden: Material, Durchmesser, Länge, Größe, Geometrie und Oberflächenbeschaffenheit der Elektrode sind dabei zu berücksichtigende Parameter.
Unter diesen Kriterien konzentrieren wir uns in diesem Artikel insbesondere auf den Durchmesser und Geometrie der Elektrode.
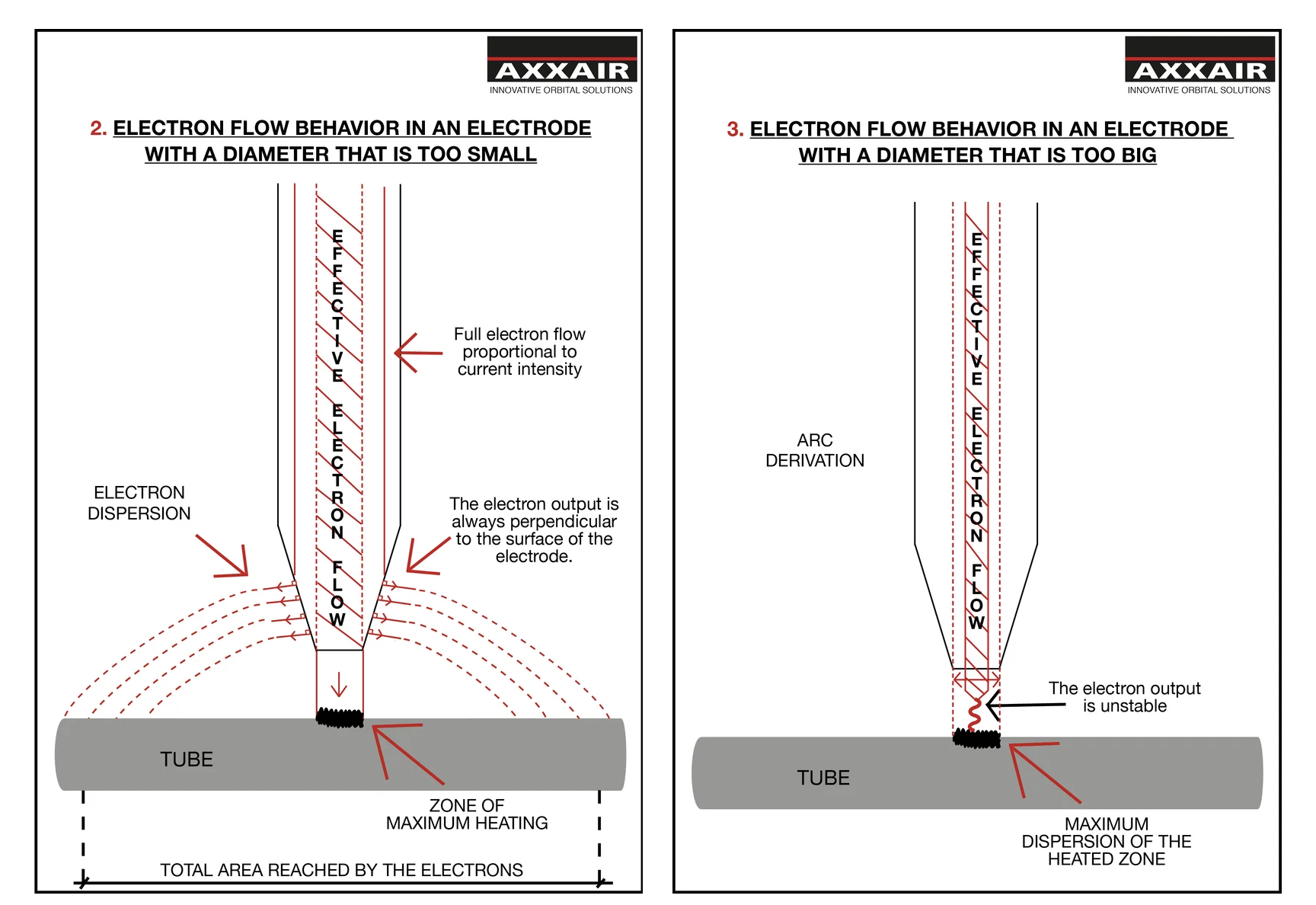
Wie wirkt sich die Wahl des Elektrodendurchmessers und der Geometrie auf das Elektronenflussverhalten und damit auf die endgültige Schweißnaht beim WIG-Schweißverfahren aus? Was ist eine „Flat Spot“ und wie wählt man eine geeignete flache Spitze aus?
In diesem Artikel geben wir Ihnen alle Antworten auf diese Fragen.
Die Rolle einer geschliffenen Elektrode im Schweißprozess
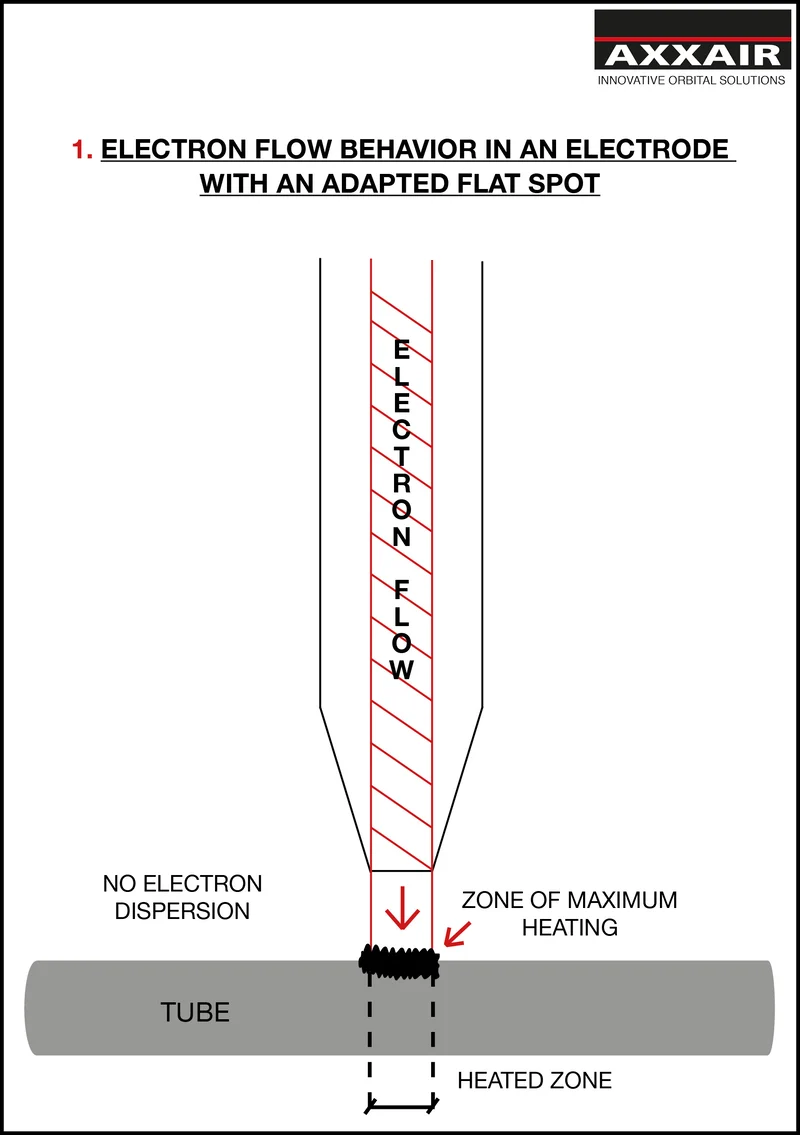
Das Anspitzen der Elektrode ist der entscheidende Parameter, der die Eigenschaften des Schweißlichtbogens und die Geometrie der Schweißnaht beeinflusst. Eine angespitzte Elektrode erleichtert die Lichtbogenentzündung, kann jedoch schnell verschleißen, was zu möglichen Wolframeinschlüssen in der Schweißnaht führen kann.
Das Anschleifen muss daher ein fester Bestandteil des Schweißverfahrens sein. Um eine optimale Lichtbogenstabilität zu gewährleisten, muss das Anschleifen stets in Längsrichtung der Elektrode erfolgen. Ein senkrechtes Anschleifen ist unter allen Umständen zu vermeiden, da dies zu Lichtbogeninstabilität und einem völlig unvorhersehbaren Schweißergebnis führt.
Wenn die Spitze der Elektrode angespitzt ist, besteht die Gefahr, dass sie stumpf wird und Wolfram freigesetzt wird, das in das Schweißbad fällt, was eine Verunreinigung der Schweißnaht zur Folge hätte.
Dies könnte dann auf einer Röntgenaufnahme der Schweißnaht als weißer Fleck zu erkennen sein.
")