
L'elettrodo in tungsteno svolge un ruolo fondamentale nel processo di saldatura TIG orbitale, poiché il suo impiego consente di ottenere l'arco elettrico e la sua geometria influisce direttamente sulla qualità della saldatura. Nella scelta dell'elettrodooccorre tenere conto di diversi criteri: il materiale, il diametro, la lunghezza, le dimensioni, la geometria e lo stato della superficie dell'elettrodo sono tutti parametri da considerare.
Tra questi criteri, in questo articolo ci concentreremo in particolare sul diametro e sulla geometria dell’elettrodo.
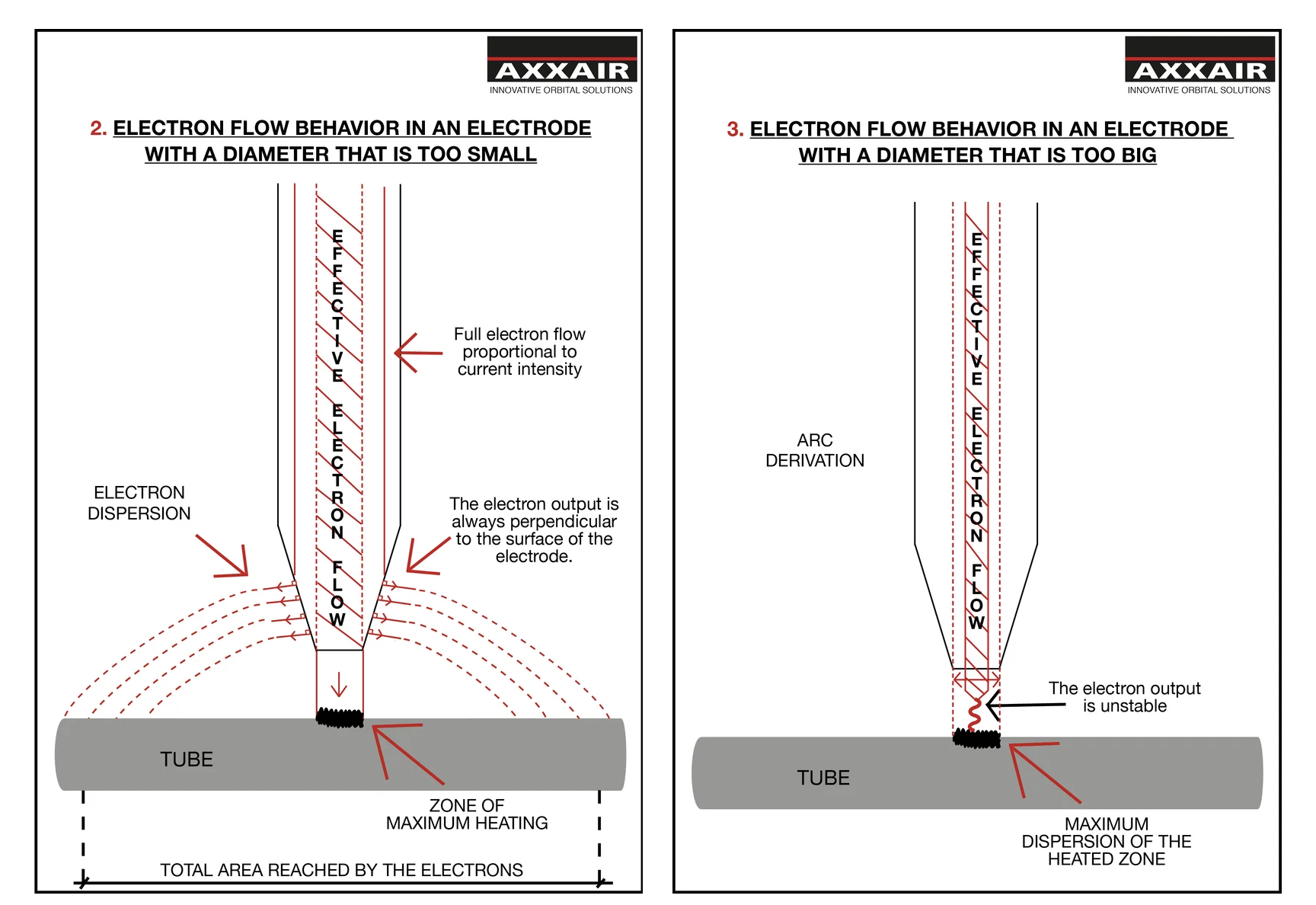
In che modo la scelta del diametro e della geometria dell’elettrodo influisce sul comportamento del flusso di elettroni e, di conseguenza, sulla saldatura finale nel processo di saldatura TIG? Che cos’è un “flat spot” e come si sceglie una punta piatta adeguata?
In questo articolo ti forniamo tutte le risposte a queste domande.
Il ruolo di un elettrodo affilato nel processo di saldatura
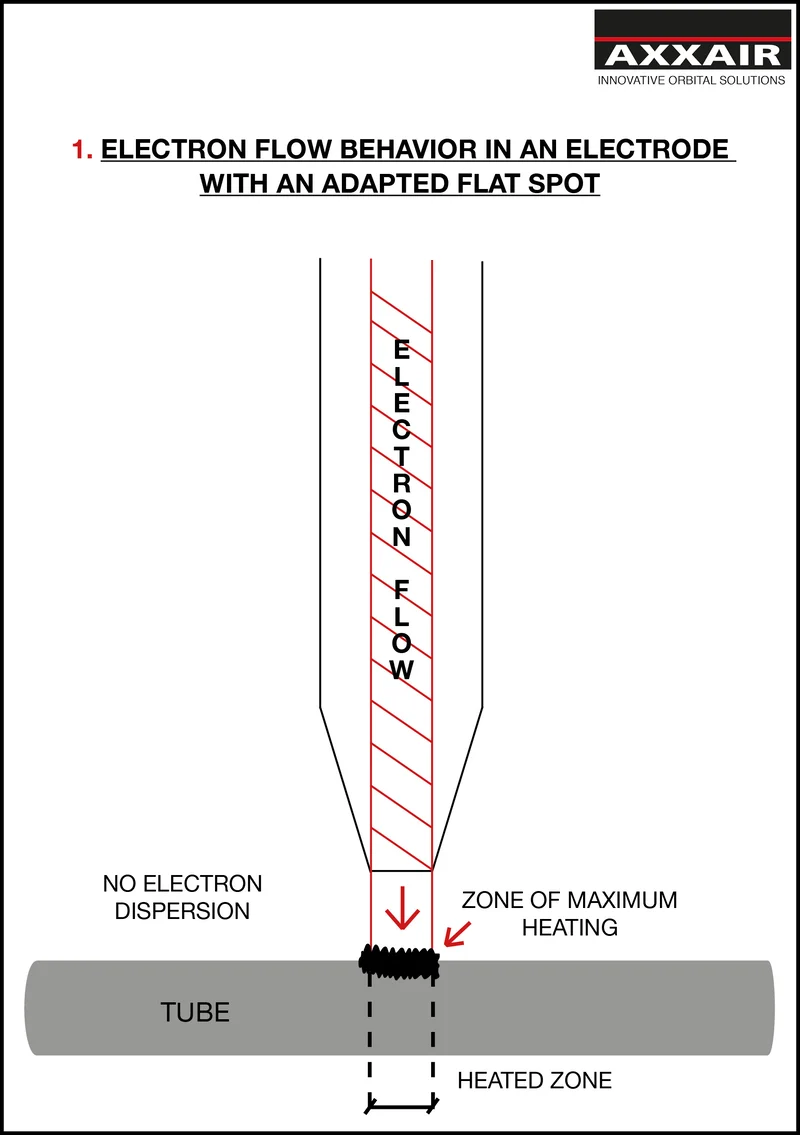
L'affilatura dell'elettrodo rappresenta il parametro più determinante che influenza le caratteristiche dell'arco di saldatura e la geometria del cordone di saldatura. Un elettrodo affilato facilita l'innesco dell'arco, ma può deteriorarsi rapidamente, causando potenziali inclusioni di tungsteno nella saldatura.
L'affilatura deve quindi essere parte integrante della procedura di saldatura. Per garantire una stabilità ottimale dell'arco, l'affilatura deve essere sempre eseguita nella direzione longitudinale dell'elettrodo. L'affilatura perpendicolare deve essere evitata a tutti i costi, poiché comporta instabilità dell'arco e un risultato di saldatura del tutto casuale.
Se la punta dell'elettrodo viene affilata, sussiste il rischio che si smussi e che il tungsteno si stacchi e cada nel bagno di fusione, causando così una contaminazione della saldatura.
Ciò potrebbe quindi apparire come una macchia bianca nella radiografia della saldatura.
")