
L'électrode en tungstène joue un rôle essentiel dans le procédé de soudage TIG orbital, car son utilisation permet de générer l'arc électrique et sa géométrie influe directement sur la qualité de la soudure.Plusieurs critères doivent être pris en comptelors du choix de l'électrode : le matériau, le diamètre, la longueur, les dimensions, la géométrie et l'état de surface de l'électrode sont autant de paramètres à considérer.
Parmi ces critères, nous nous intéressons tout particulièrement, dans cet article, au diamètre et à la géométrie de l’électrode.
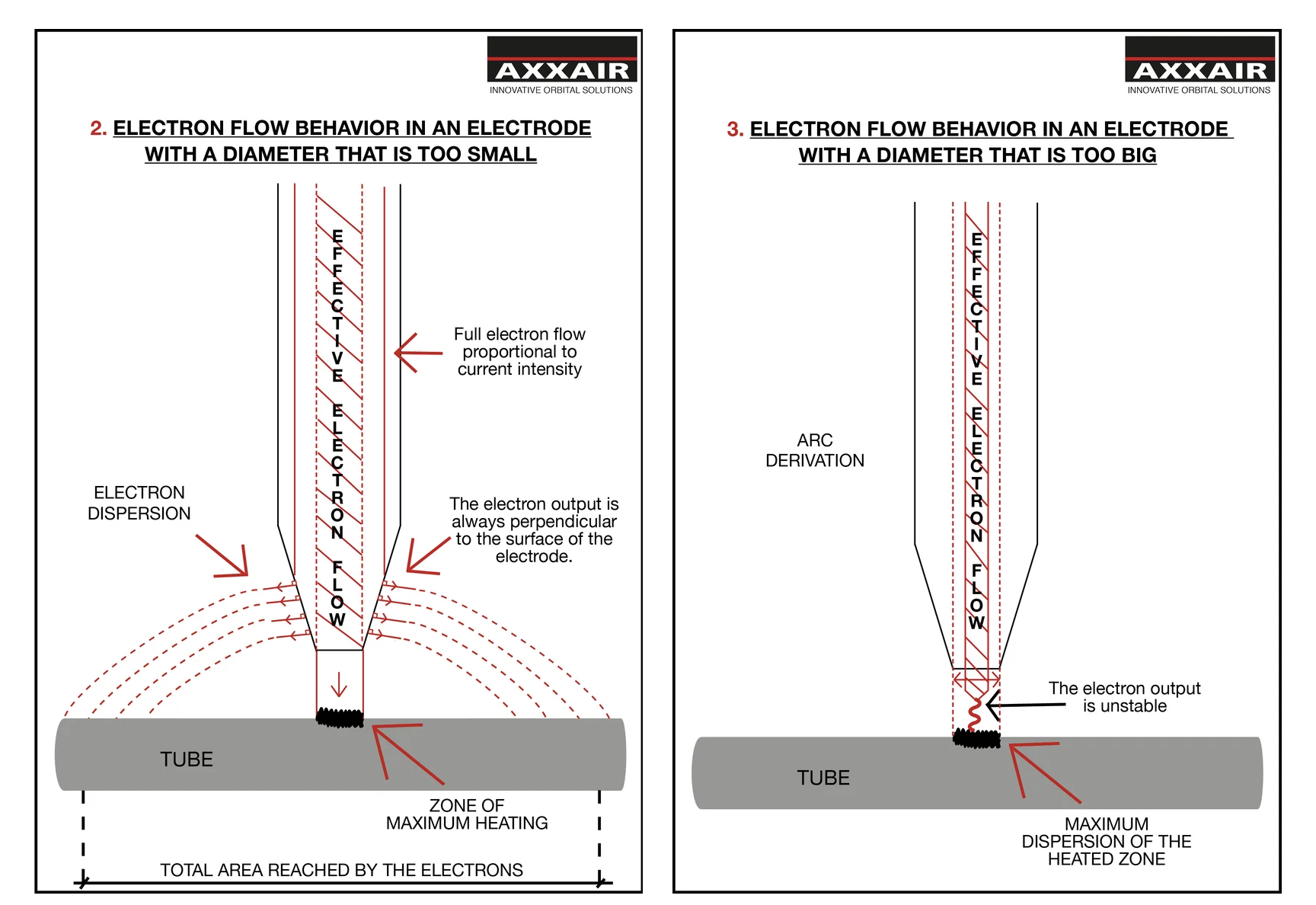
Comment le choix du diamètre et de la géométrie de l'électrode influence-t-il le comportement du flux d'électrons et, par conséquent, la soudure finale dans le procédé de soudage TIG ? Qu'est-ce qu'un « flat spot » et comment choisir une pointe plate adaptée ?
Dans cet article, nous vous apportons toutes les réponses à ces questions.
Le rôle d'une électrode affûtée dans le processus de soudage
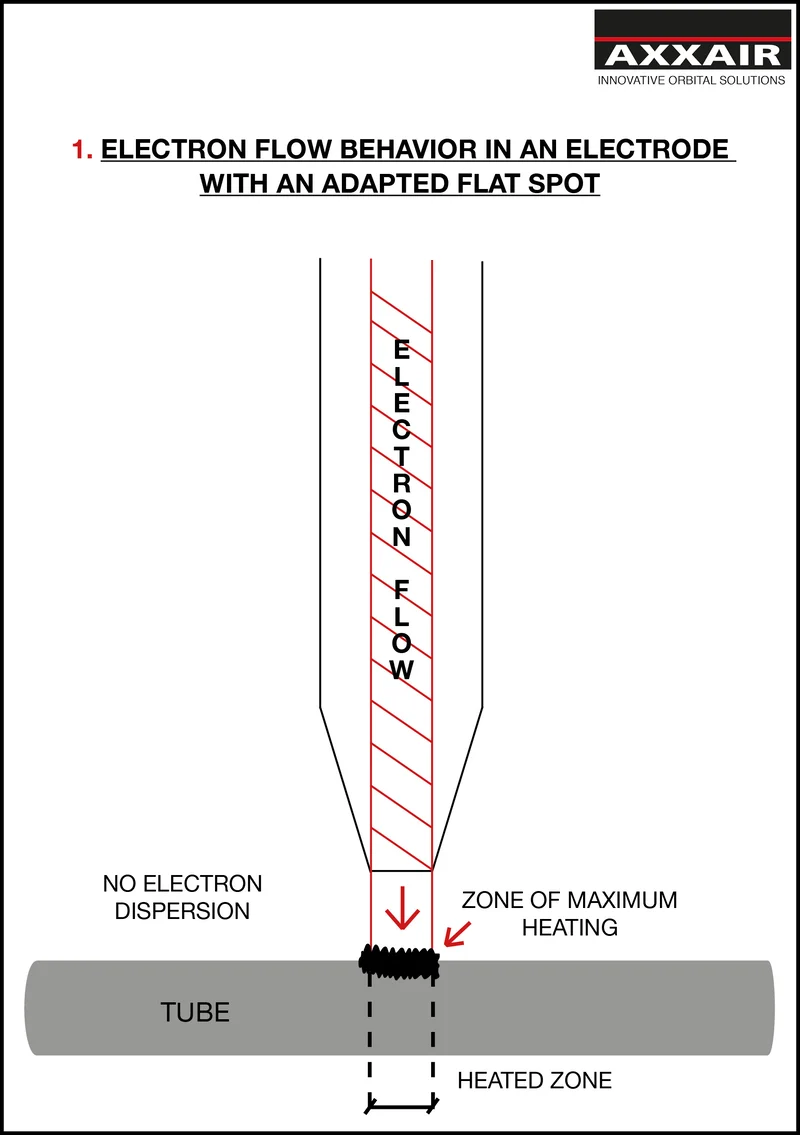
L'affûtage de l'électrode est le paramètre le plus déterminant qui influence les caractéristiques de l'arc de soudage et la géométrie du cordon de soudure. Une électrode bien affûtée facilite l'amorçage de l'arc, mais elle peut s'user rapidement, ce qui peut entraîner la présence d'inclusions de tungstène dans la soudure.
L'affûtage doit donc faire partie intégrante de la procédure de soudage. Afin de garantir une stabilité optimale de l'arc, l'affûtage doit toujours être effectué dans le sens longitudinal de l'électrode. Il faut à tout prix éviter l'affûtage perpendiculaire, car cela entraînerait une instabilité de l'arc et un résultat de soudage totalement aléatoire.
Si la pointe de l'électrode est affûtée, il existe un risque qu'elle s'émousse et que du tungstène se détache et tombe dans le bain de soudure, ce qui constituerait une contamination de la soudure.
Cela pourrait alors apparaître sous la forme d'une tache blanche sur une radiographie de la soudure.
")