
Вольфрамовый электрод играет ключевую роль в процессе орбитальной сварки TIG, поскольку его использование позволяет получить электрическую дугу, а его геометрия напрямую влияет на качество сварного шва. При выборе электроданеобходимо учитывать ряд критериев: материал, диаметр, длина, размеры, геометрия и состояние поверхности электрода — все это параметры, которые следует приниматьво внимание.
Среди этих критериев в данной статье мы уделяем особое внимание диаметру и геометрии электрода.
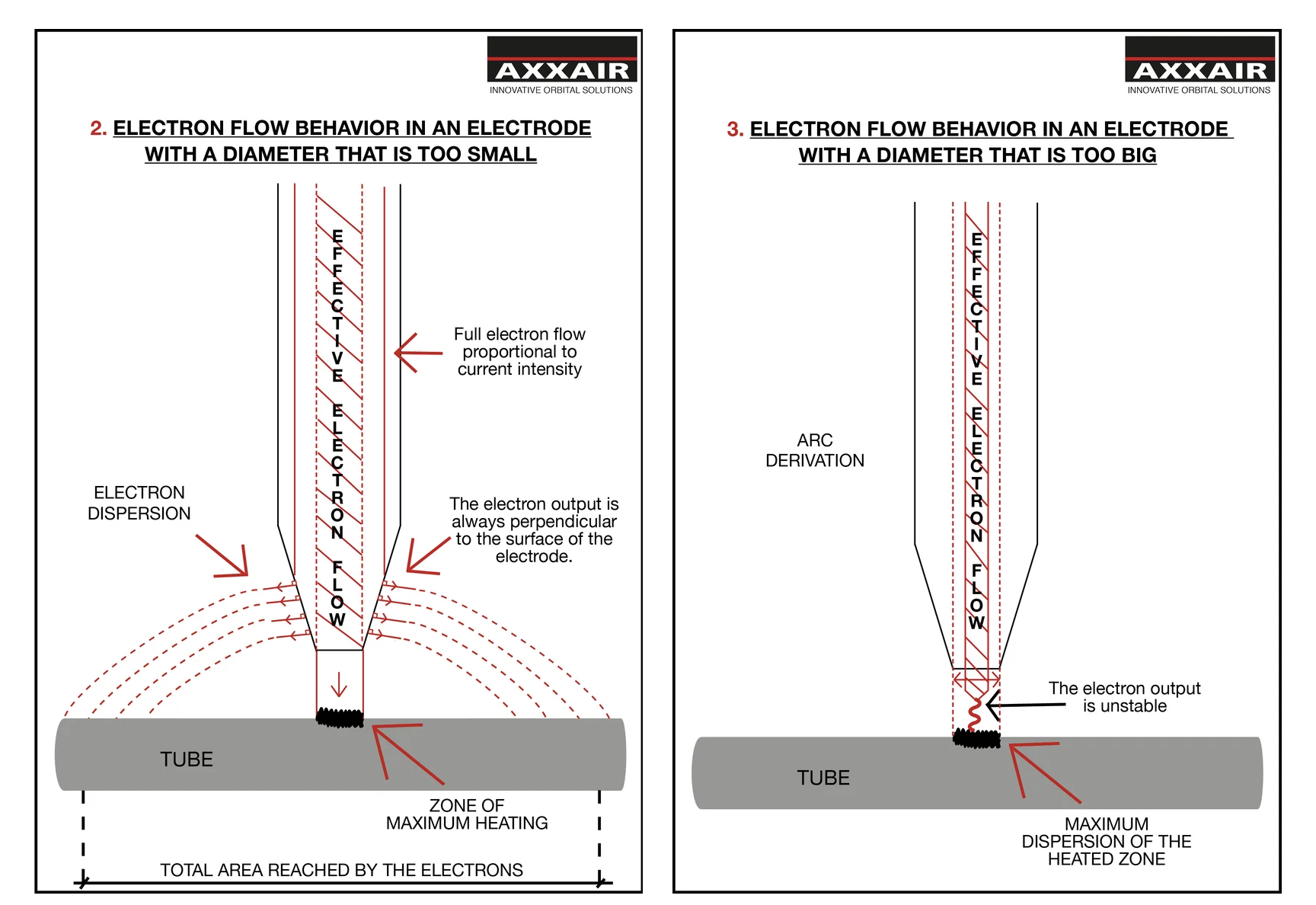
Как выбор диаметра и геометрии электрода влияет на поведение электронного потока и, следовательно, на качество конечного шва при сварке методом TIG? Что такое «плоская поверхность» и как выбрать подходящий наконечник с плоской поверхностью?
В этой статье мы дадим вам ответы на все эти вопросы.
Роль заточенного электрода в процессе сварки
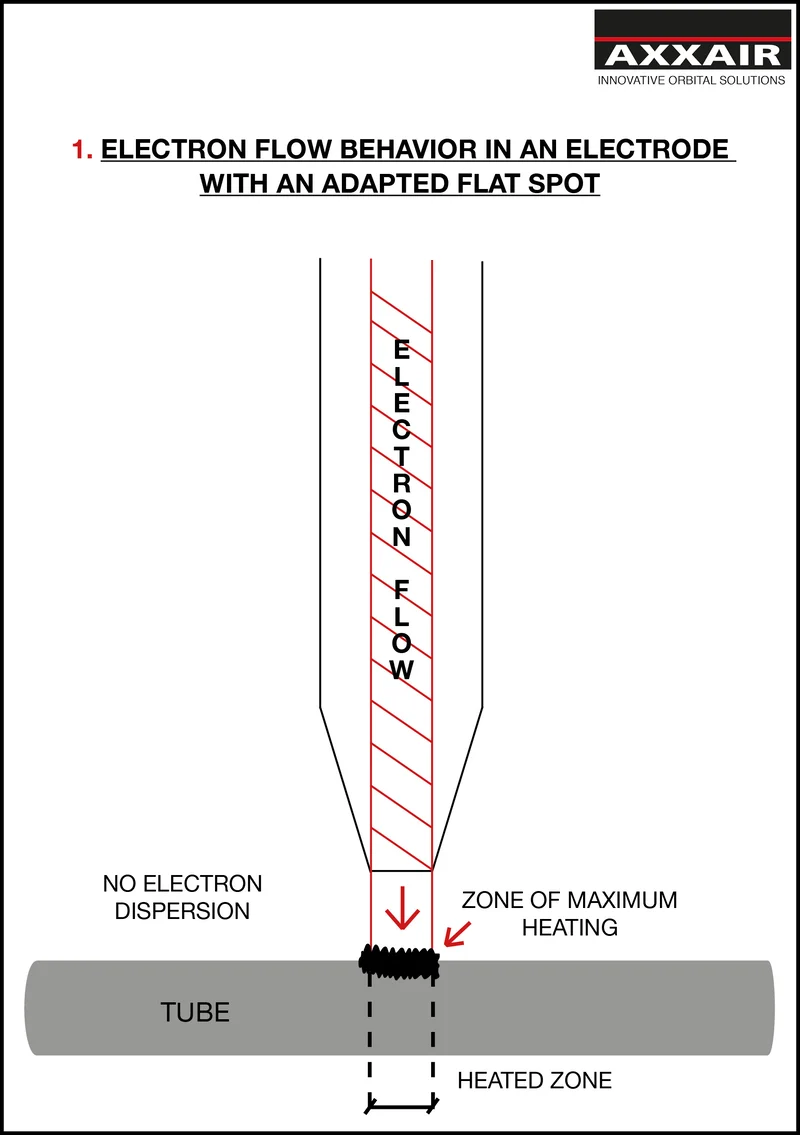
Заточка электрода является наиболее важным параметром, влияющим на характеристики сварочной дуги и геометрию сварного шва. Заточенный электрод облегчает зажигание дуги, однако он может быстро изнашиваться, что может привести к появлению включений вольфрама в сварном шве.
Поэтому заточка должна быть неотъемлемой частью технологии сварки. Для обеспечения оптимальной устойчивости дуги заточку всегда следует производить в продольном направлении электрода. Следует любой ценой избегать перпендикулярной заточки, так как она приведет к нестабильности дуги и совершенно непредсказуемому результату сварки.
Если кончик электрода заострен, существует риск того, что он затупится, в результате чего вольфрам начнет отслаиваться и попадать в сварочную ванну, что приведет к загрязнению сварного шва.
В результате это может проявиться в виде белого пятна на рентгеновском снимке сварного шва.
")