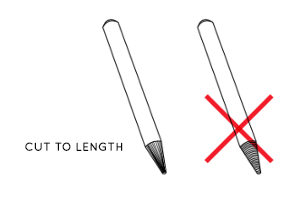
N.º 1: Salida del electrodo:
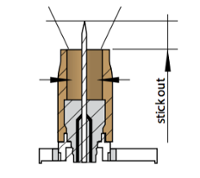
Si la prolongación del electrodo es demasiado larga, se anula el efecto de concentración del arco y la protección del electrodo y del baño de fusión deja de ser eficaz. Por otro lado, si la prolongación es demasiado corta, el arco se ahogará y la boquilla cerámica se calentará.
Nota:
Según la fórmula teórica —siempre que la profundidad de la ranura lo permita—, la saliente debe medir entre 2 y 3 veces el diámetro del electrodo.
")