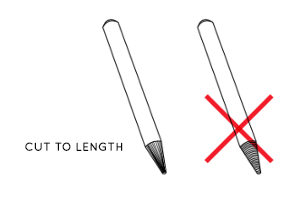
N° 1 : Partie saillante de l'électrode :
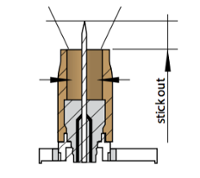
Si la saillie de l'électrode est trop longue, l'effet de concentration de l'arc est annulé, et la protection de l'électrode et du bain de fusion devient inefficace. À l'inverse, si la saillie est trop courte, l'arc sera étouffé et la buse en céramique s'échauffera.
Remarque :
Selon la formule théorique – si la profondeur de la rainure le permet –, la saillie doit mesurer entre 2 et 3 fois le diamètre de l'électrode.
")