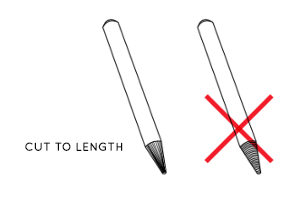
#1 Sporgenza dell'elettrodo:
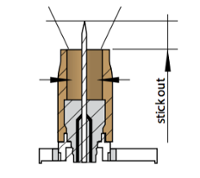
Se la sporgenza dell'elettrodo è eccessiva, l'effetto di concentrazione dell'arco viene annullato e la protezione dell'elettrodo e del bagno di fusione risulta inefficace. D'altra parte, se la sporgenza è insufficiente, l'arco risulterà soffocato e l'ugello in ceramica si surriscalderà.
Nota bene:
La formula teorica – se la profondità della scanalatura lo consente – prevede che la sporgenza sia pari a 2 o 3 volte il diametro dell'elettrodo.
")