#1 Выступ электрода:
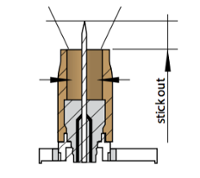
Если вылет электрода слишком велик, эффект концентрации дуги теряется, а защита электрода и сварочной ванны становится неэффективной. С другой стороны, если вылет слишком мал, дуга будет затухать, а керамическая насадка будет перегреваться.
Обратите внимание:
Согласно теоретической формуле — при условии, что глубина канавки позволяет — выступ должен составлять от 2 до 3 диаметров электрода.
")