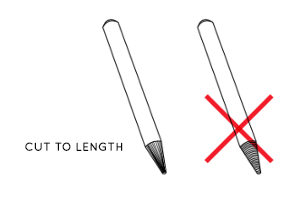
#1 Überstand der Elektrode:
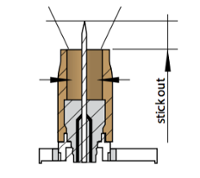
Ist der Elektrodenüberstand zu groß, wird der Effekt der Lichtbogenkonzentration aufgehoben, und der Schutz der Elektrode sowie des Schweißbads verliert seine Wirkung. Ist der Überstand hingegen zu gering, wird der Lichtbogen erstickt, und die Keramikdüse erhitzt sich.
Bitte beachten Sie:
Die theoretische Formel lautet – sofern die Rillentiefe dies zulässt –, dass der Überstand das 2- bis 3-fache des Elektrodendurchmessers betragen sollte.
")