Como ya se mencionó en nuestro último artículo, la inercización es un procedimiento que consiste en sustituir el oxígeno ambiental que rodea la zona de soldadura por un gas de protección, como el argón, con el fin de evitar cualquier tipo de corrosión en la superficie calentada a alta temperatura. Pero, ¿cuáles son los riesgos para el conjunto soldado en caso de una inercización deficiente y cómo reaccionan los diferentes metales?
Acero inerte y acero inoxidable
A la hora de soldar tubos y accesorios de acero inoxidable, es importante tener en cuenta la fina capa de cromo que protege el metal de la corrosión. El acero inoxidable está compuesto por varios elementos de aleación; incluso se podría decir que es una aleación de hierro y carbono con cromo (más del 10,5 %). Este último es el responsable de la formación de esta capa protectora de óxido de cromo, que hace que el acero inoxidable sea duradero y prácticamente inmune a la corrosión.
Cuando dos componentes de acero inoxidable se calientan a altas temperaturas durante la soldadura, es fundamental asegurarse de que estén inertes. Sin gas de protección o, en caso de una inertización deficiente, se producirá porosidad en la raíz y el metal correrá el riesgo de sufrir corrosión. La sección fusionada sin protección reaccionará de la misma forma que lo haría el acero convencional y el metal dejará de ser resistente a la oxidación.
Inertización y titanio: una particularidad
En el caso del titanio se plantea un problema similar. El titanio y sus aleaciones son metales relativamente caros, pero muy ligeros. También destacan por su larga vida útil y su excelente resistencia a los ácidos, los cloruros, la sal y las temperaturas tanto negativas como positivas. El titanio presenta la mejor relación resistencia-peso de entre todos los metales.
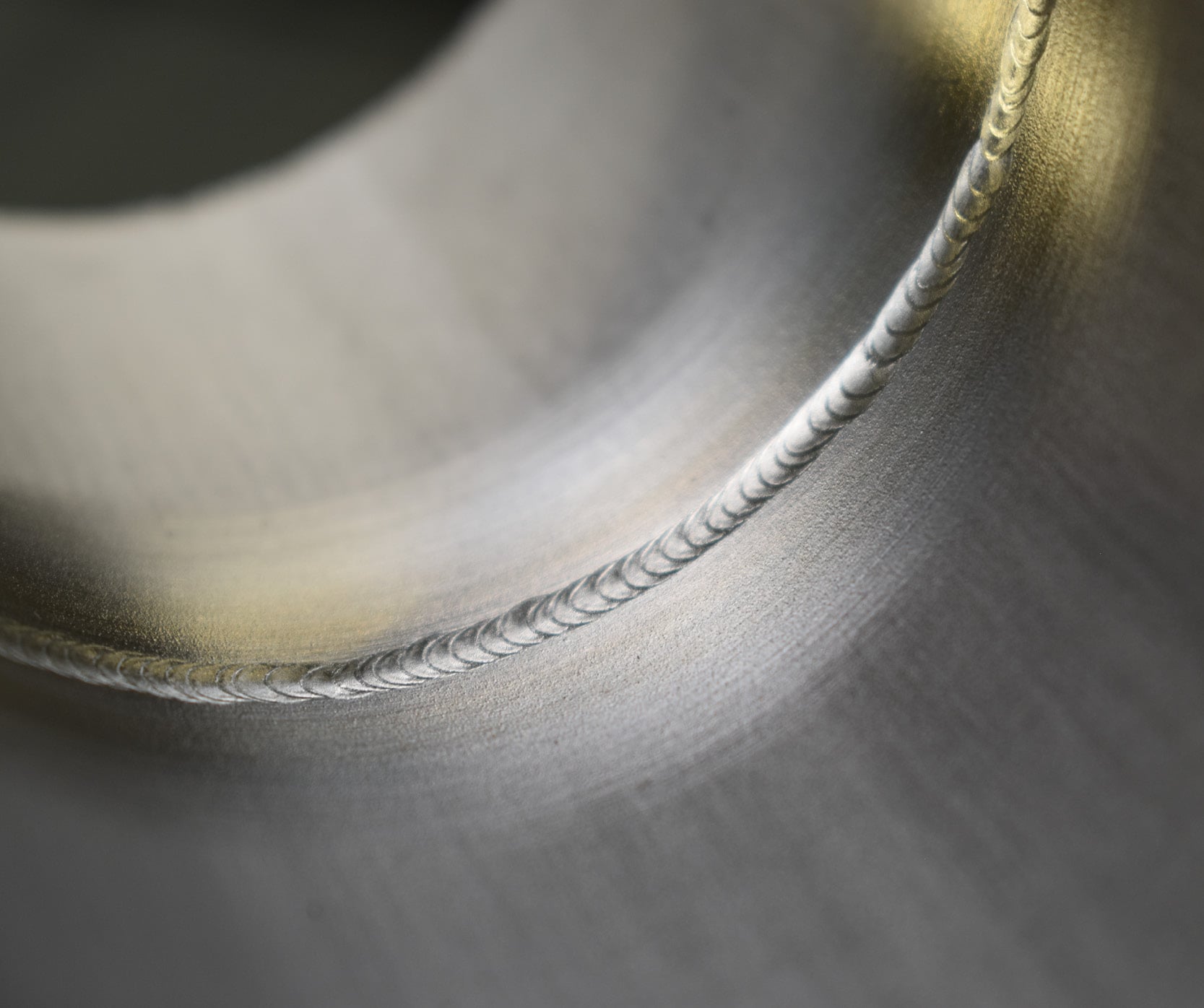
Al hablar de esta aleación tan delicada, no se no se habla de porosidad en la raíz, sino de decoloración en caso de una inertización deficiente. En cuanto la temperatura aumenta durante la fusión del material, hay que asegurarse de que todas las piezas que se van a soldar se encuentren en una atmósfera protegida durante todo el proceso de fabricación hasta el tratamiento final de la pieza, ya sea por motivos de soldadura o por otras razones de manipulación. En el caso de defectos de inertización, la coloración tendrá inicialmente un aspecto dorado. En cuanto adquiera un tono azulado, la pieza ya puede considerarse dañada. Algunos soldadores afirman que el titanio es difícil de soldar, pero en realidad es todo lo contrario: el titanio se puede soldar incluso con mayor facilidad que el acero inoxidable, siempre que la inerte se realice correctamente. Todas las aleaciones de titanio están sujetas a las mismas normas.
Aplicaciones: ¿Cuándo es realmente necesaria la inertización?
Antes de soldar piezas, conviene preguntarse si la inertización es realmente necesaria, ya que, cuando se habla de inertización, se hace referencia a herramientas de inertización y a una bombona de gas. Si tu intención es soldar una pala de jardinería, una pieza decorativa o incluso un parachoques de coche, este paso no es imprescindible.
Por otra parte, siempre que el conjunto esté destinado al transporte productos alimenticios o fluidos a alta presión, se recomienda utilizar acero inoxidable y, en este caso, la inertización es obligatoria por razones higiénicas. Esto es especialmente aplicable en sectores industriales de «alta pureza» como el alimentario y de bebidas, el farmacéutico, el nuclear, la fabricación de semiconductores y muchos otros. El procedimiento de soldadura más habitual en estos sectores industriales es la soldadura TIG (soldadura con gas inerte y tungsteno), ya que ofrece un excelente control del baño de fusión y, por lo tanto, resulta muy adecuada para la soldadura de precisión.
También hay que tener en cuenta las diferentes formas y dimensiones de las piezas de trabajo. Por supuesto, la soldadura de tubos es una aplicación muy habitual en las tuberías industriales, pero las piezas de formas diferentes, como la chapa o las vigas, también requieren que la inercización se realice de la misma manera. Tomemos como ejemplo los cascos de barco de chapa cuando se unen entre sí. No están fabricados en acero inoxidable, pero el principio es idéntico. Lo mismo ocurre con los depósitos de gran tamaño: no se pueden llenar por completo con argón. En estos casos concretos, tiene sentido utilizar una brida en forma de U que se colocará en la parte posterior de la soldadura. A continuación, esta brida se llenará de gas, creando así la cámara de inerte. El objetivo es llenar perfectamente la parte posterior de la soldadura, que también estará sometida a altas temperaturas. Esto se hará de la forma más localizada posible por razones económicas y por el deseo de ser lo más rápido posible. Veamos el ejemplo de un depósito de 1 000 litros. Si el soldador tiene que llenar todo el depósito con gas, necesitará mucho más de 1 000 litros de gas para evitar cualquier riesgo de contaminación. Para tareas como esta, es mejor utilizar una antorcha de arrastre invertida con una boquilla grande que pulverice una gran cantidad de argón y que siga al soldador para proteger la zona calentada.
¿Te gustaría saber más sobre los diferentes gases de protección y su efecto sobre el baño de fusión durante la soldadura?
No lo dudes y descárgatenuestra guíapara comprender a fondo el papel que desempeña el gas en la soldadura TIG.
")