Comme nous l'avons mentionné dans notre dernier article, l'inertage est une procédure qui consiste à remplacer l'oxygène ambiant autour d'une zone de soudage par un gaz de protection tel que l'argon afin d'éviter toute corrosion de la surface chauffée à haute température. Mais quels sont les risques pour l'assemblage soudé en cas de mauvais inertage et comment réagissent les différents métaux ?
Inertage et acier inoxydable
Lors du soudage de tubes et de raccords en acier inoxydable, il est important de tenir compte de la fine couche de chrome qui protège le métal contre la corrosion. L'acier inoxydable est composé de plusieurs éléments d'alliage ; on peut même dire qu'il s'agit d'un alliage de fer et de carbone contenant du chrome (plus de 10,5 %). C'est ce dernier qui est à l'origine de la formation de cette couche protectrice d'oxyde de chrome, qui confère à l'acier inoxydable sa durabilité et le rend pratiquement insensible à la corrosion.
Lorsque deux pièces en acier inoxydable sont chauffées à des températures élevées lors du soudage, il est essentiel de s'assurer qu'elles sont inertes. En l'absence de gaz de protection ou en cas d'inertage insuffisant, une porosité de la racine apparaîtra et le métal sera exposé à un risque de corrosion. La zone de fusion non protégée réagira de la même manière que de l'acier classique et le métal ne sera plus résistant à la rouille.
Inertage et titane : une particularité
Un problème similaire se pose pour le titane. Le titane et ses alliages sont des métaux relativement coûteux mais très légers. Ils se distinguent également par leur longue durée de vie et leur excellente résistance aux acides, aux chlorures, au sel et aux températures négatives comme positives. Le titane présente le meilleur rapport résistance/poids parmi les métaux.
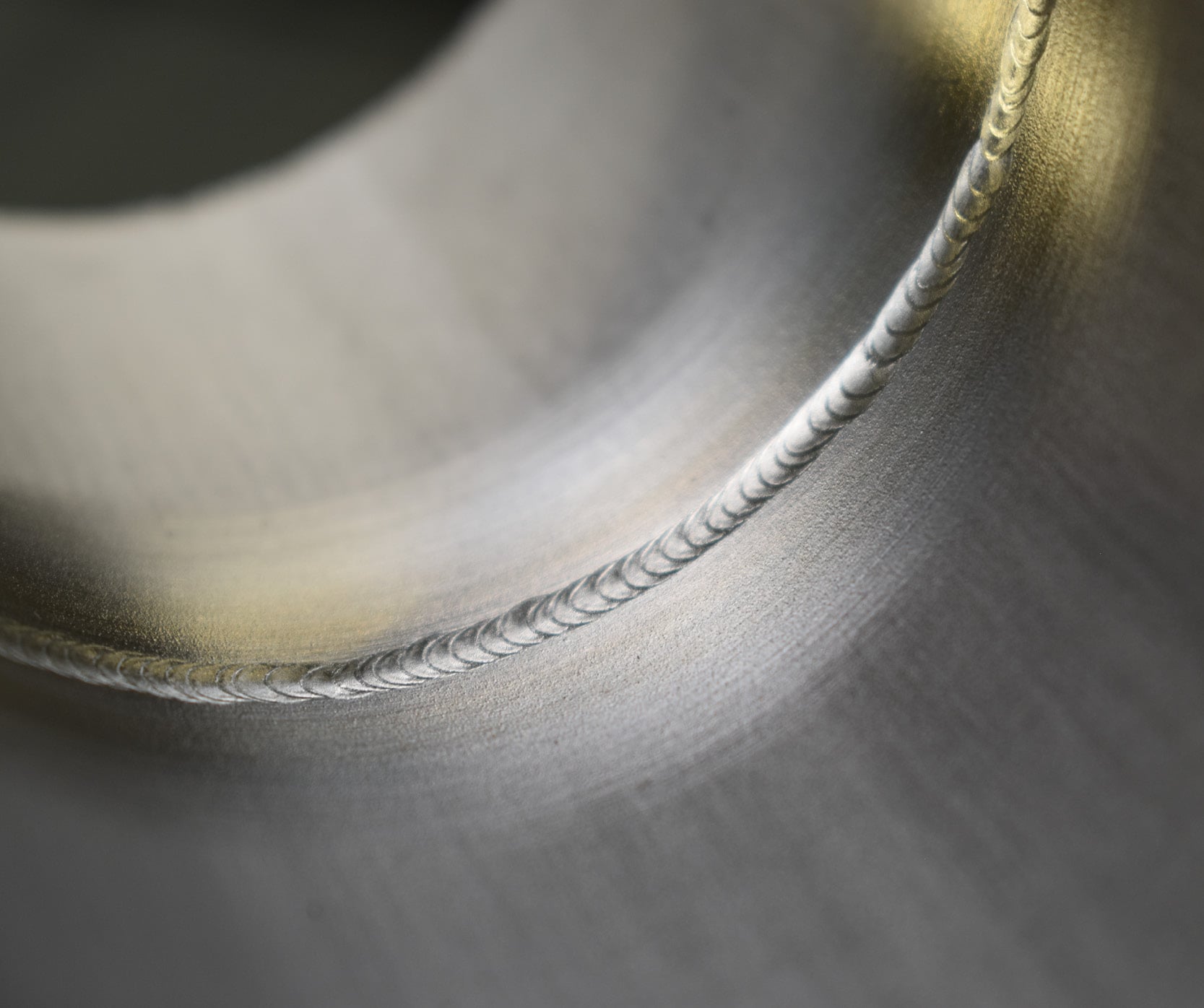
Lorsqu'on évoque cet alliage très sensible, on ne ne parle pas de porosité de racine, mais de décoloration en cas de mauvaise inertisation. Dès que la température augmente pendant la fusion du matériau, il faut s’assurer que toutes les pièces à souder se trouvent dans une atmosphère protectrice tout au long du processus de fabrication, jusqu’au traitement final de la pièce, que ce soit pour des raisons de soudage ou d’autres manipulations. En cas de défauts d’inertisation, la coloration prendra d’abord une teinte dorée. Dès qu’elle vire au bleu, la pièce peut déjà être considérée comme endommagée. Certains soudeurs affirment que le titane est difficile à souder, mais en réalité, c’est tout le contraire : le titane peut être soudé encore plus facilement que l’acier inoxydable, à condition que l’inertage soit correctement effectué. Tous les alliages de titane sont soumis aux mêmes règles.
Applications : Quand l'inertage est-il réellement nécessaire ?
Avant de souder des pièces, il est judicieux de se demander si l'inertage est vraiment nécessaire, car parler d'inertage implique l'utilisation d'outils d'inertage et d'une bouteille de gaz. Si vous comptez souder une pelle de jardin, un objet décoratif ou même un pare-chocs de voiture, cette étape n'est pas forcément indispensable.
En revanche, dès lors que l’ensemble est destiné au transport des produits alimentaires ou des fluides sous haute pression, il est recommandé d’utiliser de l’acier inoxydable et, dans ce cas, l’inertage est obligatoire pour des raisons d’hygiène. C’est notamment le cas dans les secteurs industriels « haute pureté » tels que l’agroalimentaire, l’industrie pharmaceutique, le nucléaire, la fabrication de semi-conducteurs et bien d’autres encore. Le procédé de soudage le plus courant dans ces secteurs industriels est le soudage TIG (soudage sous gaz inerte au tungstène), car il offre un excellent contrôle du bain de fusion et est donc particulièrement adapté au soudage de précision.
Il faut également tenir compte des différentes formes et dimensions des pièces à souder. Bien sûr, le soudage de tubes est une application très courante dans les réseaux de tuyauterie industriels, mais des pièces de formes variées, telles que des tôles ou des poutres, nécessitent également une inertisation réalisée de la même manière. Prenons l’exemple des coques de bateaux en tôle lors de leur assemblage. Elles ne sont pas en acier inoxydable, mais le principe est identique. Il en va de même pour les grands réservoirs : ils ne peuvent pas être entièrement remplis d’argon. Dans ces cas spécifiques, il est judicieux d’utiliser une bride en forme de U qui sera placée à l’arrière de la soudure. Cette bride sera ensuite remplie de gaz, créant ainsi la chambre d’inertage. L’objectif est de remplir parfaitement la face arrière de la soudure, qui sera également soumise à des températures élevées. Cette opération sera réalisée de manière aussi ciblée que possible pour des raisons économiques et dans le but d’être le plus rapide possible. Prenons l’exemple d’un réservoir de 1 000 litres. Si le soudeur doit remplir l’intégralité du réservoir de gaz, il aura besoin de bien plus de 1 000 litres de gaz pour éviter tout risque de contamination. Pour des tâches comme celle-ci, il est préférable d’utiliser une torche traînante inversée équipée d’une grande buse projetant une grande quantité d’argon, qui suit le soudeur afin de protéger la zone chauffée.
Souhaitez-vous en savoir plus sur les différents gaz de protection et leur incidence sur le bain de fusion lors du soudage ?
N'hésitez pas à téléchargernotre guidepour bien comprendre le rôle du gaz dans le soudage TIG.
")