Как уже упоминалось в нашей прошлой статье, инертизация — это процедура, заключающаяся в замене кислорода в окружающей среде вокруг зоны сварки защитным газом, таким как аргон, с целью предотвращения коррозии поверхности, нагреваемой до высоких температур. Но каковы риски для сварного узла в случае ненадлежащего проведения инертизации и как реагируют различные металлы?
Инертизация и нержавеющая сталь
При сварке труб и фитингов из нержавеющей стали важно учитывать наличие тонкого слоя хрома, защищающего металл от коррозии. Нержавеющая сталь состоит из нескольких легирующих элементов; можно даже сказать, что это сплав железа и углерода с добавлением хрома (более 10,5 %). Именно хром отвечает за образование этого защитного слоя оксида хрома, благодаря которому нержавеющая сталь отличается долговечностью и практически не подвержена коррозии.
Когда во время сварки два элемента из нержавеющей стали нагреваются до высоких температур, крайне важно обеспечить их инертизацию. При отсутствии защитного газа или в случае ненадлежащей инертизации в корневом шве образуется пористость, и металл подвергается риску коррозии. Сварной участок без защиты будет вести себя так же, как и обычная сталь, и металл утратит свою устойчивость к ржавчине.
Инертизация и титан: особенность
Аналогичная проблема возникает и в случае с титаном. Титан и его сплавы — это относительно дорогие, но очень лёгкие металлы. Они также отличаются длительным сроком службы и превосходной стойкостью к воздействию кислот, хлоридов, соли, а также как отрицательных, так и положительных температур. Титан обладает лучшим среди металлов соотношением прочности к весу.
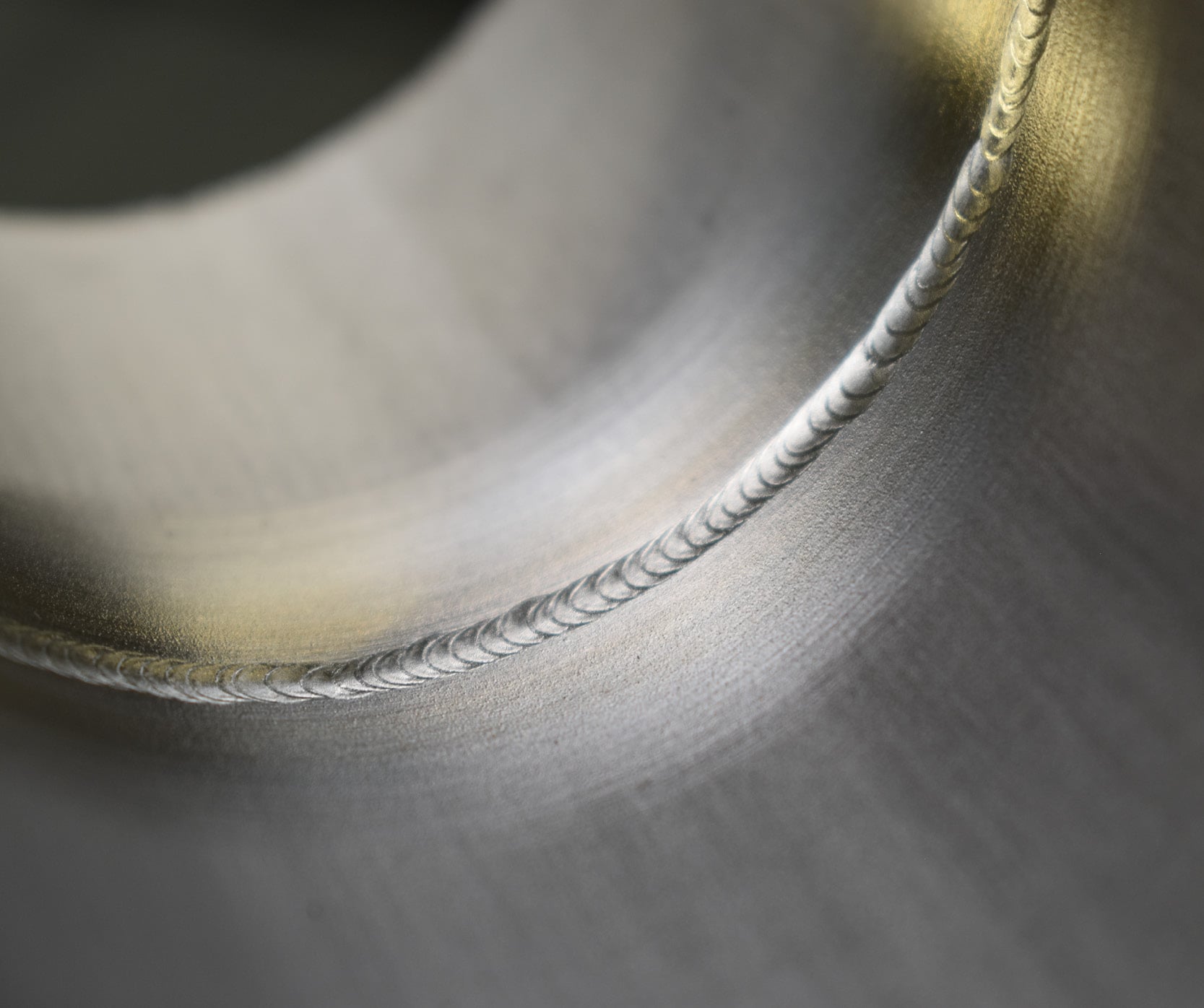
Говоря об этом весьма чувствительном сплаве, следует не о пористости корня, а об изменении цвета в случае ненадлежащей инертизации. Как только температура повышается во время плавления материала, необходимо обеспечить, чтобы все свариваемые детали находились в защитной атмосфере на протяжении всего производственного процесса вплоть до окончательной обработки заготовки, будь то по причинам сварки или других технологических операций. В случае дефектов, связанных с инертизацией, окраска сначала будет иметь золотистый оттенок. Как только он станет синим, деталь уже можно считать поврежденной. Некоторые сварщики утверждают, что титан сваривать сложно, но на самом деле все наоборот: титан сваривать даже легче, чем нержавеющую сталь, при условии, что инертизация выполнена правильно. Для всех титановых сплавов действуют одни и те же правила.
Области применения: Когда действительно необходимо проводить инертизацию?
Перед сваркой деталей стоит задаться вопросом, действительно ли необходимо проводить инертизацию, ведь когда речь идет об инертизации, речь идет об инертизационном оборудовании и газовом баллоне. Если вы собираетесь сварить садовую лопату, декоративный элемент или даже бампер для автомобиля, этот этап не обязательно требуется.
С другой стороны, если агрегат предназначен для транспортировки пищевых продуктов или жидкостей под высоким давлением, рекомендуется использовать нержавеющую сталь, и в этом случае инертизация является обязательной по гигиеническим соображениям. Это особенно актуально для промышленных отраслях «высокой чистоты» , таких как пищевая промышленность и производство напитков, фармацевтика, атомная энергетика, производство полупроводников и многие другие. Наиболее распространённым методом сварки в этих отраслях является сварка TIG (сварка вольфрамовым электродом в среде инертного газа), поскольку она обеспечивает превосходный контроль над плавильной ванной и поэтому отлично подходит для прецизионной сварки.
Необходимо также учитывать различные формы и размеры заготовок. Конечно, сварка труб — очень распространенная операция в промышленном трубопроводе, но заготовки другой формы, такие как листовой металл или балки, также требуют инертизации, выполняемой таким же образом. Возьмем, к примеру, соединение корпусов лодок из листового металла. Они изготовлены не из нержавеющей стали, но принцип остается тем же. То же самое касается крупных резервуаров: их невозможно полностью заполнить аргоном. В этих конкретных случаях целесообразно использовать U-образный фланец, который устанавливается с обратной стороны сварного шва. Затем этот фланец заполняется газом, создавая тем самым инертную камеру. Цель состоит в том, чтобы полностью заполнить обратную сторону сварного шва, которая также будет подвергаться воздействию высоких температур. Это делается в максимально ограниченном объеме из соображений экономии и стремления к максимальной оперативности. Рассмотрим пример 1000-литрового резервуара. Если сварщику придется заполнить газом весь резервуар, ему понадобится гораздо больше 1000 литров газа, чтобы исключить любой риск загрязнения. Для таких задач лучше использовать перевернутую тяговую горелку с большим соплом, распыляющим значительный поток аргона, которая следует за сварщиком, защищая зону нагрева.
Хотите узнать больше о различных защитных газах и их влиянии на ванну расплава во время сварки?
Не стесняйтесь — скачайтенаше руководство, чтобы полностью понять роль газа в сварке TIG.
")