Wie bereits erwähnt in unserem letzten Artikel, ist das Inertisieren ein Verfahren, bei dem der Sauerstoff in der Umgebung einer Schweißzone durch ein Schutzgas wie Argon ersetzt wird, um Korrosion an der auf hohe Temperaturen erhitzten Oberfläche zu vermeiden. Doch welche Risiken bestehen für die Schweißverbindung bei unsachgemäßer Inertisierung und wie reagieren die verschiedenen Metalle darauf?
Inertisierung und Edelstahl
Beim Schweißen von Edelstahlrohren und -formstücken ist es wichtig, die dünne Chromschicht zu berücksichtigen, die das Metall vor Korrosion schützt. Edelstahl besteht aus mehreren Legierungselementen; man kann sogar sagen, dass es sich um eine Legierung aus Eisen und Kohlenstoff mit Chrom (mehr als 10,5 %) handelt. Letzteres ist für die Bildung dieser schützenden Chromoxidschicht verantwortlich, die Edelstahl langlebig und nahezu korrosionsbeständig macht.
Wenn zwei Edelstahlbauteile beim Schweißen auf hohe Temperaturen erhitzt werden, ist es von entscheidender Bedeutung, dass sie inertisiert sind. Ohne Schutzgas oder bei unzureichender Inertisierung kommt es zu Porositäten in der Schweißwurzel, und das Metall ist der Korrosionsgefahr ausgesetzt. Der ungeschützte Schweißbereich verhält sich dann genauso wie herkömmlicher Stahl, und das Metall ist nicht mehr rostfrei.
Inertisierung und Titan: Eine Besonderheit
Ein ähnliches Problem stellt sich bei Titan. Titan und seine Legierungen sind relativ teure, aber sehr leichte Metalle. Sie zeichnen sich zudem durch ihre lange Lebensdauer und ihre hervorragende Beständigkeit gegenüber Säuren, Chloriden, Salz sowie negativen und positiven Temperaturen aus. Titan weist unter allen Metallen das beste Verhältnis von Festigkeit zu Gewicht auf.
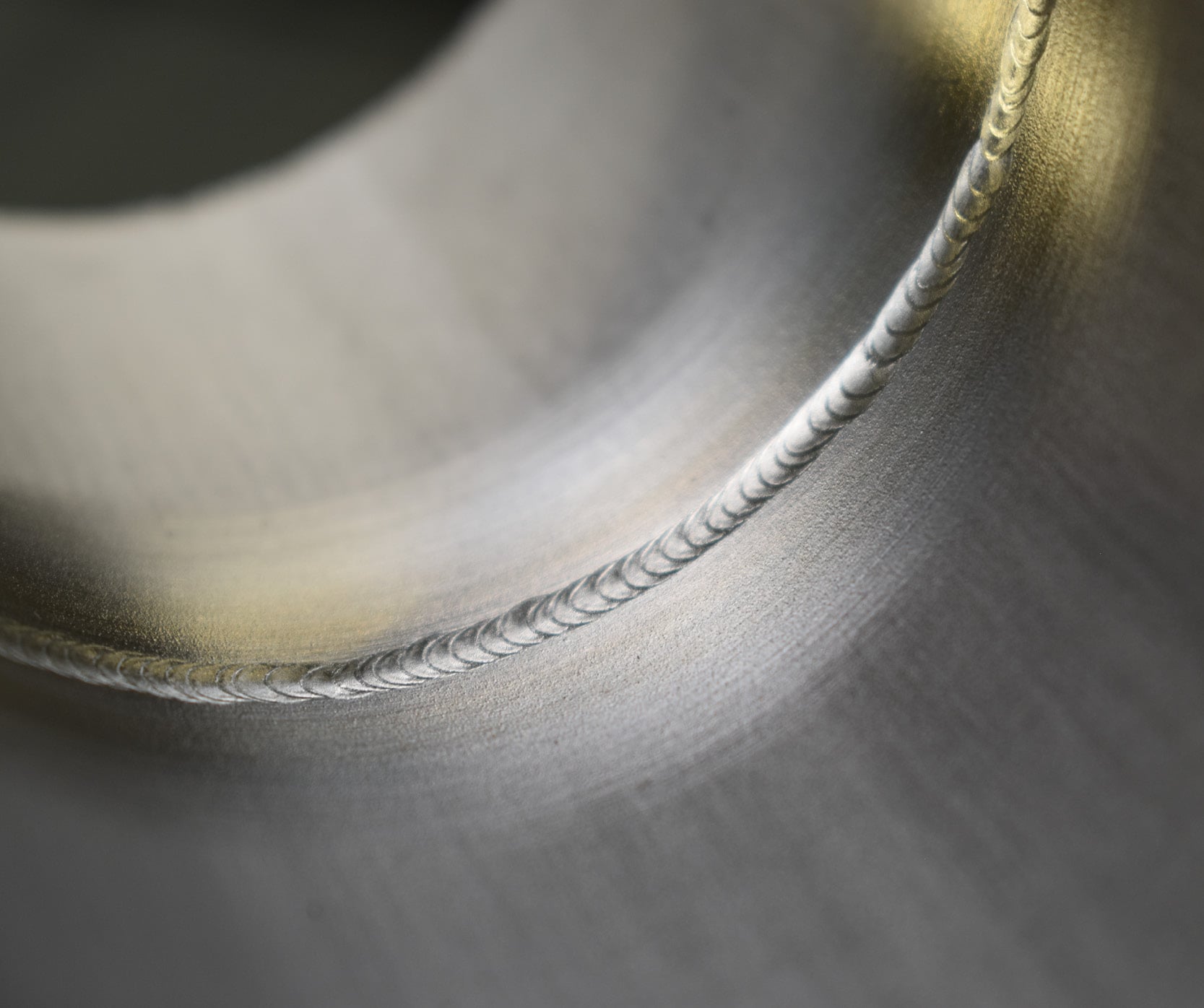
Wenn man über diese sehr empfindliche Legierung spricht, spricht man nicht von Wurzelporosität sprechen, sondern von Verfärbungen bei mangelhafter Inertisierung. Sobald die Temperatur während des Schmelzens des Materials ansteigt, muss sichergestellt werden, dass sich alle zu schweißenden Teile während des gesamten Fertigungsprozesses bis zur Endbearbeitung des Werkstücks in einer geschützten Atmosphäre befinden, sei es aus schweißtechnischen oder anderen Gründen. Bei Inertisierungsfehlern erscheint die Verfärbung zunächst goldfarben. Sobald sie sich blau verfärbt, kann das Werkstück bereits als beschädigt angesehen werden. Manche Schweißer behaupten, Titan sei schwer zu schweißen, doch in Wirklichkeit ist das Gegenteil der Fall: Titan lässt sich sogar noch leichter schweißen als Edelstahl, vorausgesetzt, die Inertisierung wird ordnungsgemäß durchgeführt. Für alle Titanlegierungen gelten dieselben Regeln.
Anwendungsbereiche: Wann ist eine Inertisierung wirklich notwendig?
Bevor man Teile schweißt, sollte man sich überlegen, ob eine Schutzgasbehandlung wirklich notwendig ist, denn dabei kommen spezielle Werkzeuge und eine Gasflasche zum Einsatz. Wenn Sie eine Gartenschaufel, ein Deko-Objekt oder sogar eine Stoßstange für ein Auto schweißen möchten, ist dieser Schritt nicht unbedingt erforderlich.
Andererseits gilt: Sobald die Baugruppe für den Transport Lebensmittel oder Flüssigkeiten unter hohem Druck, empfiehlt sich die Verwendung von Edelstahl, und in diesem Fall ist aus hygienischen Gründen eine Inertisierung zwingend erforderlich. Dies gilt insbesondere für „hochreinen“ Industriezweigen wie der Lebensmittel- und Getränkeindustrie, der Pharmaindustrie, der Nuklearindustrie, der Halbleiterfertigung und vielen anderen. Das gängigste Schweißverfahren in diesen Industriezweigen ist das WIG-Schweißen (Wolfram-Inertgas-Schweißen), da es eine hervorragende Kontrolle des Schmelzbads ermöglicht und sich daher sehr gut für Präzisionsschweißarbeiten eignet.
Auch die unterschiedlichen Formen und Abmessungen der Werkstücke müssen berücksichtigt werden. Natürlich ist das Schweißen von Rohren eine sehr verbreitete Anwendung im industriellen Rohrleitungsbau, aber auch anders geformte Werkstücke wie Bleche oder Träger erfordern eine Inertisierung auf dieselbe Weise. Nehmen wir das Beispiel von Bootsrümpfen aus Blech, wenn diese miteinander verbunden werden. Sie bestehen zwar nicht aus Edelstahl, aber das Prinzip ist identisch. Gleiches gilt für große Tanks: Sie können nicht vollständig mit Argon gefüllt werden. In diesen speziellen Fällen ist es sinnvoll, einen U-förmigen Flansch zu verwenden, der an der Rückseite der Schweißnaht angebracht wird. Dieser Flansch wird dann mit Gas gefüllt und bildet so die Schutzgaskammer. Das Ziel ist es, die Rückseite der Schweißnaht, die ebenfalls hohen Temperaturen ausgesetzt ist, vollständig zu füllen. Aus wirtschaftlichen Gründen und um den Vorgang so schnell wie möglich zu gestalten, erfolgt dies so begrenzt wie möglich. Betrachten wir das Beispiel eines 1000-Liter-Behälters. Wenn der Schweißer den gesamten Behälter mit Gas füllen muss, benötigt er weit mehr als 1000 Liter Gas, um jegliches Risiko einer Verunreinigung zu vermeiden. Für Aufgaben wie diese ist es besser, einen umgekehrten Nachlaufbrenner mit einer großen Düse zu verwenden, die viel Argon versprüht und dem Schweißer folgt, um die erhitzte Zone zu schützen.
Möchten Sie mehr über die verschiedenen Schutzgase und deren Auswirkungen auf das Schmelzbad beim Schweißen erfahren?
Laden Sie sich doch einfachunseren Leitfadenherunter, um die Rolle von Schutzgas beim WIG-Schweißen vollständig zu verstehen.
")