Come accennato nel nostro ultimo articolo, l'inertizzazione è una procedura che consiste nel sostituire l'ossigeno presente nell'ambiente circostante la zona di saldatura con un gas di protezione come l'argon, al fine di evitare qualsiasi forma di corrosione sulla superficie riscaldata ad alta temperatura. Ma quali sono i rischi per l'assemblaggio saldato in caso di inerteizzazione non corretta e come reagiscono i diversi metalli?
Inertizzazione e acciaio inossidabile
Quando si saldano tubi e raccordi in acciaio inossidabile, è importante tenere presente il sottile strato di cromo che protegge il metallo dalla corrosione. L'acciaio inossidabile è composto da diversi elementi di lega; si può addirittura affermare che si tratti di una lega di ferro e carbonio con cromo (in percentuale superiore al 10,5%). È proprio il cromo a determinare la formazione di questo strato protettivo di ossido di cromo, che rende l'acciaio inossidabile resistente e quasi immune alla corrosione.
Quando due componenti in acciaio inossidabile vengono riscaldati ad alte temperature durante la saldatura, è fondamentale assicurarsi che siano inerti. In assenza di gas di protezione o in caso di inertezione insufficiente, si formerà porosità di radice e il metallo sarà esposto al rischio di corrosione. La zona di fusione priva di protezione reagirà come farebbe l'acciaio convenzionale e il metallo non sarà più immune alla ruggine.
Inertizzazione e titanio: una particolarità
Un problema analogo si presenta anche nel caso del titanio. Il titanio e le sue leghe sono metalli relativamente costosi ma molto leggeri. Si distinguono inoltre per la loro lunga durata e l'eccellente resistenza agli acidi, ai cloruri, al sale e alle temperature sia positive che negative. Il titanio presenta il miglior rapporto resistenza/peso tra tutti i metalli.
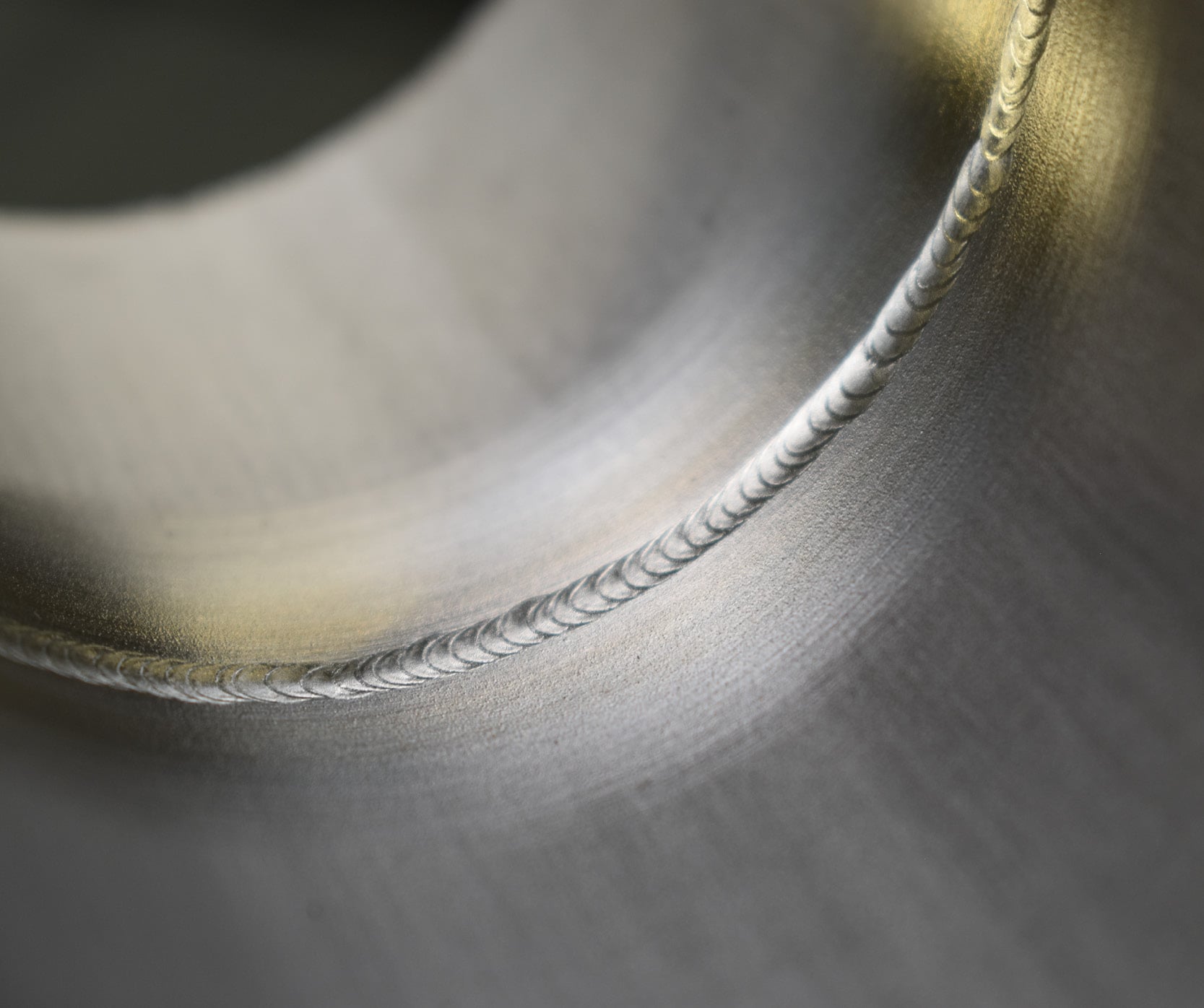
Quando si parla di questa lega particolarmente delicata, non si non si parla di porosità di radice, ma di scolorimento in caso di inertizzazione non corretta. Non appena la temperatura aumenta durante la fusione del materiale, è necessario assicurarsi che tutte le parti da saldare si trovino in atmosfera protetta durante l’intero processo di produzione fino alla lavorazione finale del pezzo, sia per motivi di saldatura che per altre operazioni di movimentazione. In caso di difetti di inertizzazione, la colorazione apparirà inizialmente dorata. Non appena diventa blu, il pezzo può già essere considerato danneggiato. Alcuni saldatori sostengono che il titanio sia difficile da saldare, ma in realtà è il contrario: il titanio può essere saldato anche più facilmente dell’acciaio inossidabile, a condizione che l’inertizzazione sia eseguita correttamente. Tutte le leghe di titanio sono soggette alle stesse regole.
Applicazioni: quando è davvero necessario l'inertizzazione?
Prima di saldare degli oggetti, è opportuno chiedersi se l'inertizzazione sia davvero necessaria, poiché quando si parla di inertizzazione si fa riferimento a strumenti specifici e a una bombola di gas. Se l'intenzione è quella di saldare una pala da giardino, un oggetto decorativo o persino un paraurti per un'auto, questa fase non è necessariamente richiesta.
D'altra parte, se il gruppo è destinato al trasporto prodotti alimentari o fluidi ad alta pressione, si raccomanda l’uso dell’acciaio inossidabile e, in questo caso, l’inertizzazione è obbligatoria per motivi igienici. Ciò vale in particolare per i settori industriali “ad alta purezza” come quello alimentare e delle bevande, farmaceutico, nucleare, della produzione di semiconduttori e molti altri. La procedura di saldatura più comune in questi settori industriali è la saldatura TIG (saldatura con gas inerte al tungsteno) poiché offre un eccellente controllo del bagno di fusione ed è quindi molto adatta alla saldatura di precisione.
Occorre inoltre tenere conto delle diverse forme e dimensioni dei pezzi da lavorare. Naturalmente, la saldatura dei tubi è un’applicazione molto comune nelle tubazioni industriali, ma anche pezzi di forma diversa, come lamiere o travi, richiedono un’inertizzazione effettuata allo stesso modo. Prendiamo l’esempio degli scafi delle imbarcazioni in lamiera quando vengono assemblati. Non sono realizzati in acciaio inossidabile, ma il principio è identico. Lo stesso vale per i serbatoi di grandi dimensioni: non possono essere riempiti interamente con argon. In questi casi specifici, è opportuno utilizzare una flangia a forma di U che verrà posizionata sul retro della saldatura. Questa flangia verrà quindi riempita di gas, creando così la camera di inertizzazione. L'obiettivo è quello di riempire perfettamente il lato posteriore della saldatura, che sarà anch'esso sottoposto ad alte temperature. Ciò verrà fatto in uno spazio il più ristretto possibile per ragioni economiche e per la volontà di essere il più rapidi possibile. Prendiamo l'esempio di un serbatoio da 1000 litri. Se il saldatore deve riempire l'intero serbatoio di gas, avrà bisogno di molto più di 1000 litri di gas per evitare qualsiasi rischio di contaminazione. Per lavori come questo, è meglio utilizzare una torcia di scia invertita con un grande ugello che spruzza molto argon e che segue il saldatore per proteggere la zona riscaldata.
Ti piacerebbe saperne di più sui diversi gas di protezione e sul loro effetto sul bagno di fusione durante la saldatura?
Scarica subitola nostra guidaper comprendere appieno il ruolo del gas nella saldatura TIG.
")