
The tungsten electrode plays a key role in the orbital TIG welding process since its use allows the electric arc to be obtained and its geometry directly influences the quality of the weld. Several criteria must be taken into account when choosing the electrode: material, diameter, length, size, geometry and surface condition of the electrode are parameters to be considered.
Among these criteria, we are focusing this article particularly on the diameter and geometry of the electrode.
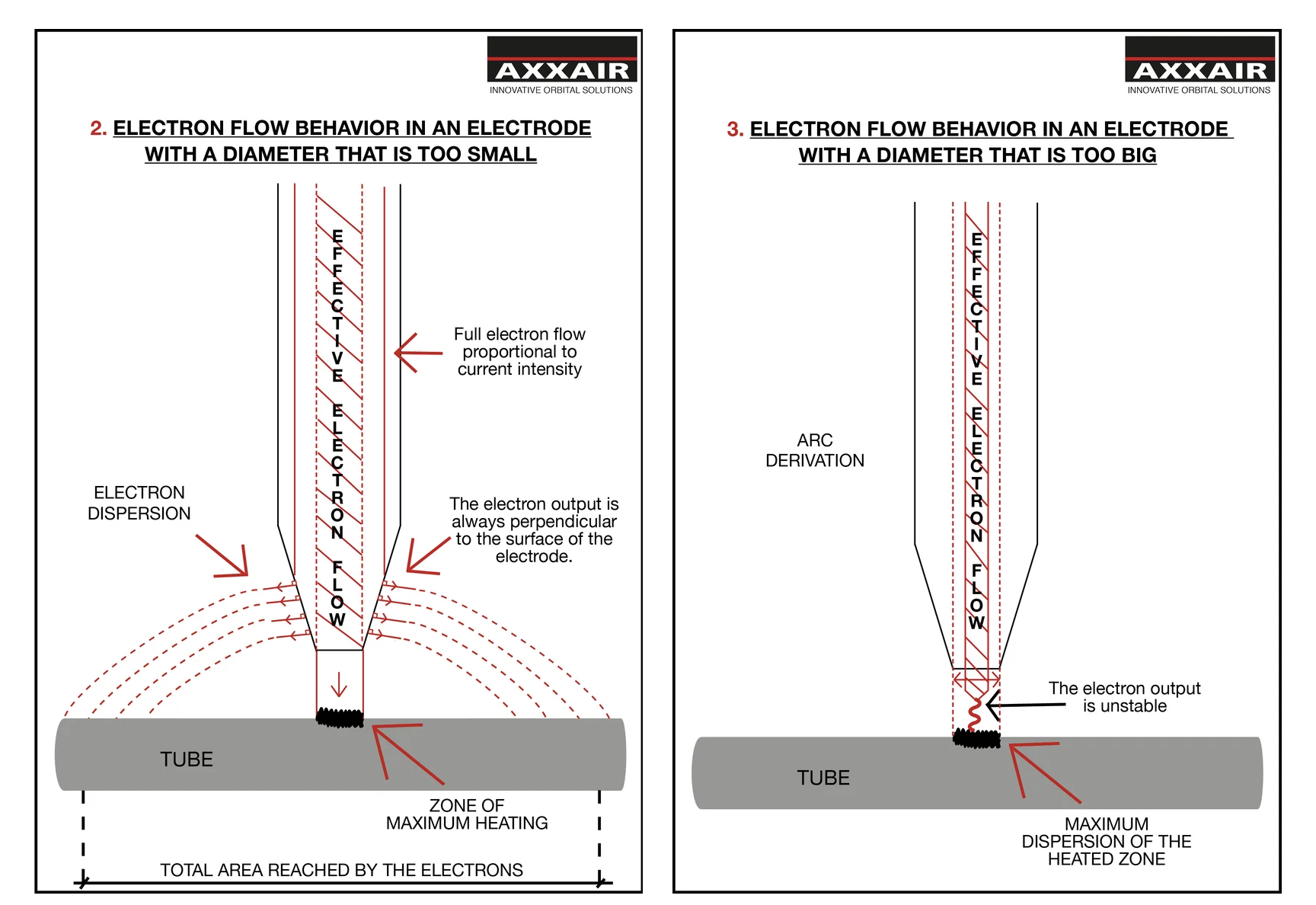
How will the choice of the electrode diameter and geometry influence the electron flow behavior and thus the final weld in the TIG welding process? What is a flat spot and how to choose a suitable flat tip?
In this article we give you all the answers to these questions.
The role of a sharpened electrode in the welding process
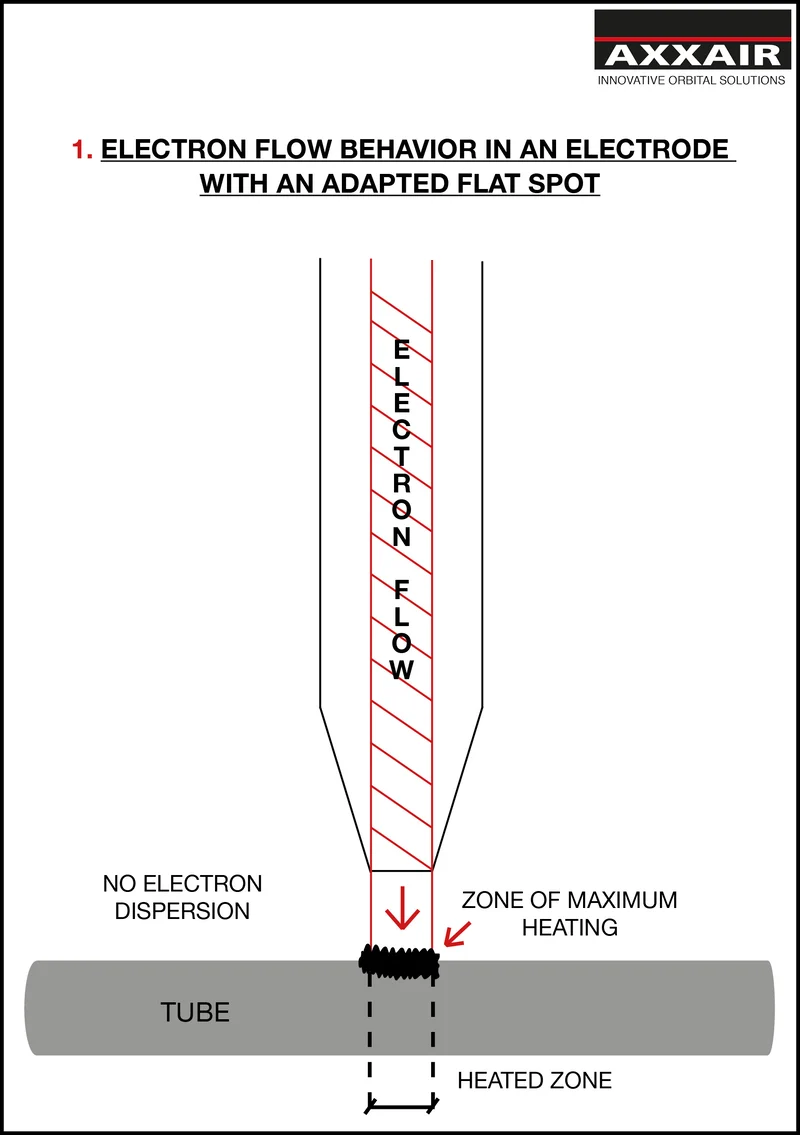
Sharpening the electrode constitutes the most crucial parameter that influences the characteristics of the welding arc and the geometry of the weld bead. A sharpened electrode facilitates the arc initiation, but it can deteriorate rapidly, causing potential tungsten inclusions in the weld.
Sharpening must therefore be an integral part of the welding procedure. In order to guarantee optimal arc stability, sharpening must always be carried out in the longitudinal direction of the electrode. Perpendicular grinding must be avoided at all cost, as it will lead to arc instability and an entirely random welding result.
If the tip of the electrode is sharpened, there is a risk that the tip will become blunt and that tungsten will be released and drop into the weld bath, which would constitute a pollution of the weld.
This could then be visible as a white spot on an X-ray of the weld.
")